发布时间:所属分类:工程师职称论文浏览:1次
摘 要: 摘 要 综述了螺杆挤压机挤压加工的原理以及单螺杆、双螺杆、三螺杆挤压机和超临界二氧化碳挤压膨化机几种挤压加工设备,并简介了螺杆挤压机的应用。 关键词 挤压技术;螺杆挤压机;超临界二氧化碳挤压膨化机 食品挤压技术是指物料经粉碎、调湿、混合等预处理后,通过机械
摘 要 综述了螺杆挤压机挤压加工的原理以及单螺杆、双螺杆、三螺杆挤压机和超临界二氧化碳挤压膨化机几种挤压加工设备,并简介了螺杆挤压机的应用。
关键词 挤压技术;螺杆挤压机;超临界二氧化碳挤压膨化机
食品挤压技术是指物料经粉碎、调湿、混合等预处理后,通过机械作用使其通过具有一定形状的模具孔,从而形成一定形状和组织状态的产品[1]。挤压机是挤压加工技术的关键,螺杆挤压机集混合、搅拌、加热、蒸煮、杀菌、膨化为一体,具有应用范围广、产品种类多、生产效率高、能耗低、产品营养损失少且不易回生等优点[2],因此广泛应用于谷物食品、饲料、酿造、油脂、医药等领域。
1 螺杆挤压机挤压加工原理
含有一定水分的物料定量均匀地被送入挤压机的进料斗内,由于受到螺杆的推动作用,套筒内壁、反向螺旋等的阻滞作用,另外还有外部的加热或物料与螺杆和套筒以及物料间摩擦热的加热作用,使物料处于高温、高压状态下,物料呈熔融状态。当物料由模口挤出的瞬间,压力骤降为常压,产品随之膨胀,物料温度在瞬间降至80 ℃左右,从而固化成型,形成结构疏松、多孔的膨化产品。如果在物料出模头前加一个冷却装置,使物料温度低于100 ℃则可得到非膨化产品 [3-4] 。
2 螺杆挤压机研究现状
螺杆挤压机通常按螺杆的根数可分为单螺杆挤压机、双螺杆挤压机和多螺杆挤压机。目前应用最多的为双螺杆挤压机,多螺杆挤压机由于其制造加工困难,对传动系统要求高,因此在食品加工业中很少使用。目前新研制的超临界二氧化碳挤压膨化设备是将超临界二氧化碳流体应用于挤压膨化加工中来代替蒸汽膨化,这种设备比传统的挤压设备具有更多优点。
2.1 单螺杆挤压机
单螺杆挤压机的机筒内只有一根螺杆,通过螺杆和机筒对物料的摩擦来输送物料,为了使物料向前输送而不被包裹在螺杆上,一般物料与机筒之间的摩擦系数要大于物料与螺杆之间的摩擦系数。单螺杆挤压机的特点是容易操作、成本低,但是其缺点是混合、均化效果差,因此只适用于简单的膨化食品等[5]。
郭树国[6]等人以低变性大豆粕为原料研究了单螺杆挤压机系统参数(物料含水率、螺杆转速、机筒温度)对成本的影响规律及挤压膨化系统的最佳参数,研究表明螺杆转速对单螺杆挤压机的产投比影响最大,其次是机筒温度和物料含水率,当转速为295 r/min、机筒温度130 ℃、物料含水率为27%时,产品质量最优。
单螺杆挤压机的生产过程具有非线性、多边性等特点,传统的统计方法不能很好的建立挤压机系统参数和产品膨化效果之间的数学关系,因此,梁春英[7] 等人以全脂大豆粉为原料,在大量试验数据的基础上建立了单螺杆挤压机的神经网络模型。通过对未参与人工神经网络模型的数据进行评价,结果表明,该模型对一定工作参数下的预测结果最大相对误差为 8.76%,说明该模型预测精度高,具有较好的仿真效果,这对于挤压膨化大豆的生产具有指导作用。
2.2 双螺杆挤压机
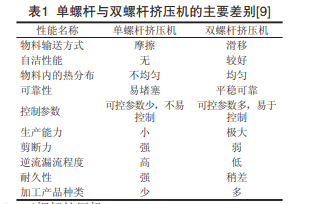
双螺杆挤压机是在单螺杆挤压机的基础上发展起来的,在双螺杆挤压机的套筒中并排安放两根螺杆,套筒横截面积是“∞”型。图1为典型双螺杆挤压机的挤压膨化过程,螺杆的正向螺纹元件主要用于混合和输送,反向螺纹元件主要用于形成高压,捏合块主要用于形成剪切[8]。双螺杆挤压机的两根螺杆可以啮合也可以非啮合,旋转方向可以同向旋转也可以反向旋转。啮合型的两根螺杆紧密啮合,对物料具有很强的输送能力,不易发生倒流,这种啮合方式物料的稳定性、输送效果均比非啮合型双螺杆要好。目前双螺杆挤压机也大多采用全啮合同向旋转形式。表1为单、双螺杆挤压机的主要差别。
双螺杆挤压机较单螺杆挤压机有着显著优势,且应用范围也较广泛,但其某些部件仍需进行改进。如为了使机筒内压力在模口处达到最大,可以将反向螺旋放在最末端。此外,可以将锥形螺旋元件装在螺杆末端,从而避免传统同向双螺杆挤压机中两根螺杆由于压力不同造成两螺杆分离而产生的与机筒内壁的磨损。温度是生产膨化食品的重要参数,所以有效地控制加热温度就显得尤为重要。刘海燕[10]等人以E分度热电偶为感温元件,用温度传感器AD590测量环境温度,设计了一种应用于双螺杆挤压机的温度控制系统,该系统以MCS-51单片机为核心,采用分布式结构,硬件接口简单,检测维修方便,并且采用智能控制结合数字滤波,从而提高了控温精确度。此外,刘海燕还设计了一种应用于双螺杆挤压机的直流电机调速系统,该系统以MCS-51单片机为核心,采用智能结合PID控制,试验证明,该系统不仅能保证电机安全启动,而且有良好的调速性能[11]。
2.3 三螺杆挤压机
三螺杆挤压机是目前刚刚兴起的挤压加工设备,由于其结构上的独特性,使得其在性能和经济上都优于双螺杆挤压机。目前三螺杆挤压机的三根螺杆排列方式有“一”字排列和三根螺杆中心连线为倒品字形排列两种形式。
“一”字排列的三根螺杆结构设计如图2[12]所示,此种排列方式中两根主螺杆等长,啮合同向旋转。辅螺杆较短,且与中间的主螺杆非啮合,反向向内旋转。辅螺杆直径可比主螺杆直径大,或与其相等,但辅螺杆的转速要稍高于主螺杆。此种螺杆排列方式的进料空间变大,有利于对大块物料的挤压,且挤压、卷入等作用增强,物料的磨碎、剪切效果更好。
此外,此种挤压机在设计时分别设置了主喂料斗和辅喂料斗。主喂料斗位于主螺杆与辅螺杆之间,辅喂料斗位于两根主螺杆的啮合部,其具体位置和数量可以根据实际需要进行设置[13]。
倒品字形排列的三根螺杆直径相等,且彼此平行、同向、全啮合、主动旋转,此种排列方式可以形成三个啮合区,挤压混合效果更好。在加料口形状相同的情况下,上部两根螺杆比上部一根螺杆的排列方式的落料空间要更大,从而提高了喂料效率。
三螺杆挤压机的挤出功耗和比能产量是其挤出特性的重要指标。朱向哲[14]等人研究了螺杆转速、螺纹头数、压力差和挤出量等参数对三螺杆挤压机挤出功耗和比能产量的影响,研究表明,影响三螺杆挤压机功耗的因素主次排列为挤出量、转速、螺杆螺纹头数和压力差。螺杆转速、流道两端压力差和挤出量增加,三螺杆挤压机的挤出功耗增加,而比能产量逐渐减小。螺杆螺纹头数增加,三螺杆挤压机的功耗和比能产量均增加。且加工条件相同时,三螺杆比能产量比双螺杆挤压机提高了30%。通过对比可以发现,三螺杆挤压机有着较高的产能比,如表2所示。
2.4 超临界二氧化碳挤压膨化设备
传统的挤压膨化属于蒸气膨化,在挤压膨化过程中的高温、高压以及高剪切作用会造成物料中热敏性成分的损失[15-16]。此外,蒸气膨化也不易控制产品的密度,形成的产品多孔结构较为粗糙[17]。二氧化碳由于其价格较低,容易得到高纯组分,因此成为食品工业中应用较多的一种介质,二氧化碳气体和超临界二氧化碳均可用于食品膨化。相对于蒸气膨化,基于二氧化碳的膨化产品中气泡分布均匀,而且由于加工温度低,可以很好的保护物料中的热敏性成分。1992年美国康奈尔大学的Rizvi等人申请了一项将超临界二氧化碳应用于食品膨化加工中的技术专利[18],超临界二氧化碳流体挤压膨化技术在国外已有10余年的研究历史,但仍处于初步阶段,国内则未见有相关研究报道。
目前,超临界二氧化碳挤压膨化机一般是由双螺杆挤压机改造而成,挤压膨化机的前半部为高温、高压区,后半部为冷却低温区,超临界二氧化碳流体以高于挤压腔内压力的条件下注入,随着物料从模口挤出压力急剧降低,超临界二氧化碳转为常态,体积瞬间膨胀,从而使物料完成膨化。挤压腔前半部的高温、高压可以使淀粉糊化、有害因子失活,后半部的冷却低温区是热敏性组分及超临界二氧化碳流体的加入点,这样可以使热敏性组分的损失降到极低。
和蒸气膨化相比,超临界二氧化碳流体挤压膨化技术有着显著的优点。首先,热敏性成分由于是在低温区加入,因此不会造成损失就不需要超量加入,从而降低成本。其次,可以通过调节超临界二氧化碳流体的超临界压力或超临界温度等对膨化加工进行控制,因此更容易进行,调节也更准确、方便。再次,由于超临界二氧化碳流体可以将一些热敏性成分进行萃取,因此,这些热敏性成分与物料可以更好的混匀。最后,由于超临界二氧化碳流体技术对物料的水分要求较低,膨化产品无需进一步干燥,因此可以省掉干燥工序,节约设备投资。表3将传统挤压膨化与超临界二氧化碳流体挤压膨化进行了对比。
3 螺杆挤压机的应用
3.1 螺杆挤压机在食品加工中的应用
在谷物早餐方面,吴卫国[20]等人以营养早餐谷物食品配方研究中确定的最佳配方为基础,以容重为挤压早餐谷物的核心品质指标,得到了双螺杆挤压机生产早餐谷物的最佳工艺参数:物料加水量 11%~14%,螺杆转速294~320/ min,物料进料速度 960~980 kg/h。吴卫国等人还研究了维生素在谷物早餐挤压膨化过程中的变化规律,研究表明,在一定的挤压条件下,谷物早餐中的维生素含量随着进料量减小、物料水分升高、螺杆转速减慢,挤压腔温度上升等因素的变化而减小[21]。
在蛋白食品加工方面,陈瑞战[22]等人采用BC45 型双螺杆挤压机,进行了玉米粗蛋白的挤压改性研究,得到了获得高NSI的最优挤压条件为:物料水分 11%,螺杆转速160 r/min,膨化温度75 ℃,模头长度 300 mm,研究表明,物料水分对玉米粗蛋白NSI的影响最大,其次是膨化温度、模头长度、螺杆转速。蛋白质经过挤压膨化处理,产品的色泽、气味等都得以改善,消化利用率提高。
相关知识推荐:螺杆挤压有关的论文文献
在营养保健食品方面,郑建仙等人[23]研究了挤压蒸煮对蔗渣膳食纤维的影响。研究表明,挤压蒸煮后,蔗渣膳食纤维的水溶性有显著提高,从2.2%提高到12.4%,蔗渣膳食纤维的生理活性也有很大提高,且达到国际通用保健膳食纤维标准。杜冰[24]等人首次以青香蕉和玉米淀粉的混合物为原料,利用双螺杆挤压机研究了物料湿度、螺杆转速、加工温度和喂料速度对产品膨化特性的影响,并得出最佳工艺:物料湿度为16%、螺杆转速为223 r/min、加工温度145 ℃、喂料速度为18 r/min,研究表明,挤压膨化后香蕉的抗性淀粉含量仍高达8.2%,可作为一种新型抗性淀粉食品开发利用,为香蕉的深加工提出了一条新思路
3.2 螺杆挤压机在饲料加工中的应用
挤压技术在加工特种动物饲料、水产饲料等方面有着传统加工方法无可比拟的优点,如挤压机生产的饲料产品蓬松性好,密度小,硬度小,且产品易消化,样式丰富。过去在生产多色宠物饲料方面,商家一般采用联合膨化法,这就需要两个膨化机[25],生产工艺较复杂。国外开发了一种应用于多色宠物饲料挤压膨化设备上的混合模头,这种模头可以生产双色及多种形状的产品,只用一台膨化设备即可加工出由12个色彩部分组成的产品[26]。瑞士布勒公司生产的挤压设备可以完成夹心宠物食品的加工,其生产的 ECOtwinTM双螺杆挤压机的机械能和密度控制能保证始终如一的高质量产品。我国济南赛信公司在挤压膨化机方面的优势在于在宠物食品生产线上能确保产品在特定的温度、压力、湿度和时间内完成,但其机械能和密度控制和国外相比还有一定的差距。
3.3 生化反应器
目前,把螺杆挤压机作为生化反应器已成为挤压技术发展的新热点。Meuser等人利用双螺杆挤压机成功将淀粉衍生物生成阴离子和阳离子淀粉[27]。冉旭[28] 等人以玉米淀粉为原料,研究了双螺杆挤压机操作条件对淀粉酶转化程度的影响,研究表明,淀粉酶转化程度不受螺杆转速影响,随物料水分、酶质量分数和机筒温度增加而增大,在机筒温度95 ℃时淀粉酶转化程度达到最大,且随温度进一步升高而降低。
此外,挤压技术还广泛应用于油脂浸出、酿造生产等领域。据报道,日本已研究成功利用螺杆类挤压机将大豆蛋白制作成可食用的蛋白质包装薄膜,并以此来代替天然肠衣和塑料薄膜,用于调味品或粉末药品的小包装,而此项技术在我国还是一项空白。
4 展望
螺杆挤压机在食品工业及其它领域的应用日益广泛,优势也日渐突出,我国在螺杆挤压技术的理论认识和实际应用等方面的研究还刚刚起步,有着较大的发展空间,随着对螺杆挤压机挤压机理研究的深入和食品挤压理论的完善,螺杆挤压机及其应用将得到进一步的发展,这将在很大程度上促进我国食品、粮油等工业的发展。——论文作者:王会然,李宗军
参考文献:
[1] 发展农村经纪人是解决“三农”问题的重要途径—国家工商总局副局长刘凡在“培育与发展农村经纪人高层研讨会”上的讲话[J].中国工商管理研究, 2005, (9): 4-6.
[2] 丁继峰,沈善奎.挤压技术在食品加工中的应用[J].现代化农业, 2006, (3): 37-39.
[3] 沈正荣.挤压膨化技术及其应用概况[J]. 食品与发酵工业, 2000, 26(5): 74-78.
[4] Shukla T P. Cereal Foods World,1996, 41(1): 35-36.
[5] Harper J. M. Extrusion texturization of foods[J]. Food tethnology,1986,40(3): 70-76.
[6] 郭树国,王丽艳,刘强.单螺杆挤压机加工工艺参数的优化[J]. 食品工业科技, 2008, (5): 248-249.
[7] 梁春英,王宏立,刘海军.单螺杆挤压机系统的人工神经网络建模[J]. 黑龙江八一农垦大学学报, 2005, (2): 89-91.
[8] Yeh A. N. and Hwang S. Effect of screw profi le on extrusioncooking of wheat flour by a twin-screw extruder[J]. International journal of food science&technology,1992,27(5): 557-563.
[9] 刘天印,陈存社.挤压膨化食品生产工艺与配方[J].中国轻工业出版社. 3-7.
[10] 刘海燕,欧阳斌林.双螺杆挤压机温度控制系统的设计 [J]. 东北农业大学学报, 2004, (5): 594-596.
[11] 刘海燕.双螺杆挤压机直流电机调速系统的设计[J].江苏技术师范学院学报, 2005, (4): 24-27.
[12] (日)菅野腾视.食品加工用压出机:日本.昭62-55066[P]. [13] (日)藤择武彦.食品压出成形机:日本. 昭61-35775[P].
[14] 朱向哲,奚文.三螺杆挤压机熔体输送段功耗特性的数值分析[J]. 农业机械学报, 2009, (5): 119-123.
[15] Triveni,P.Shukla.Cereal grains and legume processing by extrusion[J].Cereal Foods, 1996, (41): 35-36.
[16] Camire,M .E.,Belbez,E.O.Flavor formation during extrusion cooking[J]. Cereal Foods World, 1996, (41): 734-736.