����ʱ�䣺�������ࣺũҵ���������1��
ժ Ҫ�� ժ Ҫ��20��ľ�ֽ���DZ����ڼ������ϡ����ȱʧ���豸���������������ϵͳ�������������±����̬�ȼ������⣬�ڶ�ֽ���DZ����м�����������У��ƶ�����������ʩ��������ʩ���������������о�����豸������Ա�����DZ����ԶԼ��ijɹ��ܴ����á����ĶԾ�ֽ��
����ժ Ҫ��20��ľ�ֽ���DZ����ڼ������ϡ����ȱʧ���豸���������������ϵͳ�������������±����̬�ȼ������⣬�ڶ�ֽ���DZ����м�����������У��ƶ�����������ʩ��������ʩ���������������о�����豸������Ա�����DZ����ԶԼ��ijɹ��ܴ����á����ĶԾ�ֽ���DZ����Ժͼ�����Ŀʩ�������ܽᣬΪ�DZ�������Ա�ṩ�ο��ͽ����
�����ؼ��ʣ�ֽ������;�DZ�ʩ������;��װ����;�����ܽ�
����ij��ֽ�� PM10 ֽ�� 2001 ��Ͷ�������豸�ϻ���ֽ��ȱ��ѥѹ��ʩ�����Ⱥ����豸�����Զ������Ƴ̶Ȳ��ߣ������IJ�Ʒ�����Ѳ��������г���������ˣ�����Ŀ�� PM10ֽ�����и��죬������ʩ��������Ҫ�Ժ�����Ժ���豸������λ����;�����豸����豸���ʱ�����ھ�ֽ��ͼֽȱʧ�������ϲ�ȫ�����⣬��������Ŀ��ɽϴ���Ѷȡ��ڸ���ǰ���ƶ���ϸ��ʩ���滮��ʩ�������ͽ��ȼƻ���ѡ����ʵ��豸������Ա����Ŀʵʩ�нϴ�İ���;�ڵ����ڼ������о���Ĺ��̷�����Ա��ԭ����������Ա�����DZ����ԣ�����Ŀ��ʱ�����ϴ�����á�
����1 ֽ��������Ŀ�Կ��DZ����ڵ��ѵ�
����(1) ��ֽ��Ϊʹ���� 20 ��ľ�ֽ����������θ���������ԭʩ��ͼֽ�ͼ�������ȱʧ�������豸��˵���鲻ȫ����ʧ;���������Զ��ԭ�����Ѳ�����ԭ�DZ�������������Ʒ����˸��DZ���װ���Դ���һ�����Ѷȡ�
����(2) ֽ��������ƽ�ƣ��豸��������������ֵ������豸�IJ����Ϳ��ƻ�ı䣬�漰���ij���ͻ���Ҳ�ᷢ���仯����˼�Ҫ��֤�ɳ������ȷ���ƣ���Ҫ���µij���ͻ��������̬��
����(3) ��ֽ������������ϵͳ(Quality Control System, QCS)��ֽ���������ϵͳ (Machine Control System, MCS) �������Զ��ԭ������������ԭ����������̬��̺͵��������������DZ����Դ���һ�����Ѷȡ�
����(4) ��ֽ��������Ŀ��רҵ�ӿڽ϶࣬����ʱ��̡����������Ѷȴ������ء�
����2 ֽ��������Ŀ�Կ��DZ��������ݺͼ�������
����2. 1 ����ϵͳ�������ݺͼ�������
���������ִ�ֽ�����ɻ��̶ȸߣ����DZ������Ʒ��ȿ���Ҫ��ߣ��ڽ�Ũ��ˮ�ֺͶ���������ͨ������ QCS���о�ȷ���ƣ�����������ˮϵͳ������ͨ���ܺ�����ҪЭͬ���ƣ���ֽ�������ϲ����ٶȡ�ת�غ����������Զ��������ƴӶ��������ɵ���ֽ���ļ���ʱ��������ٶ�;���ֽ��ȫ���������ߵļ��ɻ����ü�ɢ����ϵͳ (Distributed Control System, DCS) ��ֽ������ϵͳ�����ﲿ�ʹ��������ν������ݲɼ�����غͿ���;����Ավʵ���˻������Ͳ�����أ�����ʦվʵ�ֶԳ�����ĺ���̬��̡�
��������Ŀ����ϵͳ���ѵ��ǿ���ϵͳ����϶��Ҹ��ӣ�������ϵͳ���о�ϵͳ�������Խϲͬʱ���ھ�ϵͳ��������ȡ�����⣬��Ҫ�Ծɳ������������Ҫ���³��������������̬������ڹ���ǰ����Ҫ�Կ���ϵͳ��������������й滮��ƣ�����Ŀ����ϵͳ���ķ������¡�
����(1) �ڿ���ϵͳӲ�����棺���ֿ���ϵͳ��λ��������ҵľ������ӣ����������������룬�������紫��������ź�˥��������ijɹ��˴��䣬ȷ��ͨ���źŲ��ܸ���;ɨ��ܺ�ɫ�������ƽ�ƺ�ԭ����˫���߳��Ȳ������������� DCS ����ͨ�ţ�����������ͨ�ŵ���;���ֿ���ϵͳ�������ɣ����ڽ��߶˱��Ʋ��壬����ͼȱʧ�������� I/O�����ͼ�͵��±���
����(2) �ڿ���ϵͳ����ͻ��淽�棺����������ͻ��淢���ı䣬��Ҫ��ԭϵͳ����ͳ��������̬��ɾ���Ż�;DCS�������ֳ������������Ҫ���б����̬�͵���;���ڲ�������ȡ�ij�����Ҫ���°�װϵͳ���ٴ����س�������½�����Ŀ�����ر��ݳ���
����(3) �ڿ���ϵͳ���������棺ѹե������DST �ε��ڼ���״̬�����ѹե���������ź�;�ε����ء�ж��Ϊ����ť������Ʒ�ʽ������������ť�������д��������;ѹ��ë��װ��2��������ƫ���أ��ֱ�װ��ë���IJ�����ʹ�����;��ɲ������ѹ����ֽ�ź��봫��ϵͳʵ����������;������ֽ����ƺ���ֽ���Ž������ƣ�����˳�����;Һѹվ�����źš�ѹ���ź���Һѹ��ʵ���������ơ�
����2. 2 �ֳ��DZ��Ϳ��Ʒ��������ݺͼ�������
����2. 2. 1 ����ϵͳ���Կ��DZ�
��������ֽ��������Ŀ����Ҫ��ͨ��ϵͳ�������齬��ϵͳ����������ˮϵͳ�ͽ����Ʊ�ϵͳ���DZ������������λ���Լ�ѹ�����ʩ��������վ������վ���DZ������������λ��������ϵͳ�����Զ�Ҿ�����θ��죬���ֹ��չܵ����豸���DZ������ԭ���ͼֽ��һ�£�����ǰ�˶Բ�һ�µĵط������ü�¼���Ա�ɹ���Ӧ�ĵ�λ����ϵͳ���ֳ��DZ�;�����DZ�ʩ��ͼֽ�ͼ������ϲ�ȫ���ڰ�װ��������ԭ���ͼֽʩ�������Խ������ļ������ϣ�����������Ŀ����һ�����Ѷȡ�����ڹ���ǰ�������ù滮��ƣ�������ϵͳ���Կ��DZ����ķ������¡�
����(1) ���ݸ�����ϵͳ�������ͳ����Ҫ���ӵ��ֳ��DZ��Ϳ��Ʒ�������������ϵͳ�ĵ�λ��������ʱ�ɹ��ֳ��DZ������Ʒ�����Ӧ��λ�Ŀ���ϵͳ��
����(2) ��ֽ������ǰ����Ҫ���ó�ֵĹ滮�������DZ�������������Ӧ�İ�װ���������ƶ���Ӧ�İ�װ���Լƻ�;��ֽ���������ֽ�������Ѷ���������֯������ǿ�Ĺ����ͼ�����Ա����ֽ��������Ŀ��
����2. 2. 2 �����豸���Կ��DZ�
��������Ŀ�����豸��Ҫ��Ĥת��ʩ������ѹ�����ѥѹ��������Ͱ�װ�����ߵȣ�����Ĥת��ʩ�����ṩ������������ʩ���������Ͷ�ֽ�����ʣ�ͬʱ��߲�����ֽ��ǿ��;���������ִ�ֽ���Ĺؼ���λ����ṹ�����ܶ�ֽ�ŵij��κ��������о���������;ѥѹ������������Ƴ�ֽ��ˮ�ֵ�ͬʱ����ֽ��Ч�ʺͲ�Ʒ���������;��ֽ��Ҫ�����������ת��ͬʱ����֤��ֽ�ľ��ȣ��Ӷ���ߵ�λʱ���ڵ���ֽƵ��;�������Ʒ���Ŀǰ�������ڱ��������ɻ���ģ�黯������ά�����滻���淢չ���������ȸߡ���Ӧʱ��̣�ȷ��ֽ������ƽ�ȵ����С�����Ŀ�����豸���DZ��Ϳ���ϵͳ���ķ������¡�
����(1) ͨ���б귽ʽ����ԭ�豸��Ӧ��Ͷ�꣬�Ա�������ԭ���̵ļ�������ָ���豸��װ���ԡ�����Ŀ�У���ɨ��ܺ�ѹ���ָ����װ�͵��Թ��̷���������豸��Ӧ�̣��Ա�֤��װ����˳�����С�
����(2) ���ڳ����豸�е��ֳ��DZ��Ϳ���ϵͳ����װǰ�ڸ����׳��̼�����Աָ����������ؼ�¼����װ�������ڷ�����Աָ���½��У����ڿ���ϵͳ�����������ɳ����ɳ���ʦ�������ԣ�ͨ����Щ��ʩ��֤�˳����豸��װ����˳�����С�
����3 �����DZ��������ݺͼ�������������ʩ��������
��������ֽ��������Ŀ��רҵ�ӿڽ϶࣬ʩ�����սϸ��ӣ���ʩ���ڼ���Ҫ���ó�ֵ������������ܱ�֤ʩ��˳�����У������DZ��������ݺͼ�����������ʩ��ǰ�����ʩ������ͼ���ռ������ƺø��༼�����Ϻ�ͼֽ���ƶ���ϸ�IJ�����������ȼƻ�����������ȸ������
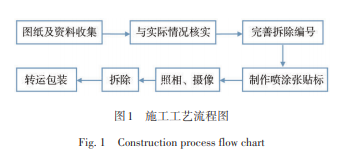
����3. 1 ����ʩ����������ͼ���Ƶ�ʩ����������ͼ��ͼ1��ʾ��
����3. 2 �������Ϻ��ֳ��DZ��ռ������ա�����ͼ�¼����
����Ϊ��ֽ��������Ŀ˳�����У�����Ŀ������Ҫ��ֽ���ļ������Ϻ�ʩ��ͼֽ�����ռ������������������Ƴɵ��ӵ��Ա�ʩ���ڼ����;�Ը��ӵ��ֳ��DZ������������Ϳ��Ʒ��������ա����ౣ�棬�����DZ��豸�Ͳ��ϵĹ�����
��������Ŀǰ�ڽΣ����ü������������ռ������������ռ��ļ������ϰ�����ϵͳ����ͼ��ԭ��ͼ��������ͼ���������������DZ�˵����;����ȱʧ��ȫ��ʩ��ͼֽ��Ҫ��Ŀǰ�ںķѴ�����ʱ����л��ƣ��Ա�֤ʩ��˳�����У�����Ŀ��ʩ��ǰ���ռ������ͻ��Ƶ�ͼֽ�嵥����1��
�����ֳ��DZ��Ϳ��Ʒ����ա��ȶԺͼ�¼���������巽�����£��ٽ����µ��DZ������š��������������ƹ����ñ�Dz�����;�ڶ�������ϴ�Ŀ��Ʒ�������������DZ���������ɺ�ɫ��Ȼ�������ᴦ���DZ�λ��ע�����Ա��װʱ�ҳ�;�����С���DZ����ü��з����ڻ����ϲ����DZ�λ��ע��;�۽����б�Ǻõ��DZ���һ���Ĺ�����ƺñ���Ƴɵ��ӵ��γ��ĵ���¼���ڹ����Ͳ���;���ڱ�ǹ�����ɺ����б�ǵ��DZ������š����ƹӽ����ص��豸�ֳ�¼��������γ���Ӧ��Ӱ�����Ϻ���Ƭ��
����3. 3 ʩ��ǰ���ƶ��DZ����������ȷ��ʩ���ڼ�˳������
����(1) �ֳ����Ƶ����żܡ����±���������߲���ע���ͳ��ȡ�
����(2) ���ʱ���жϵ�Դ������̹��ϵ���Ҫ��������������档
����(3) ���ʱ��ͼֽ��ϸ����ȷ���Ƿ�������粻��������ǣ������ü�¼��������Ҫע����±�źͽ���λ�á�
����(4) ������DZ��Ϳ��Ʒ���Ҫ���а����������ر���Ũ�ȼ�ҶƬ�Ȳ������Ҫ���ܺ�������������ע�����ͷ��������µ��DZ����з����ű��ܡ�
����3. 4 ֽ��������Ŀ�DZ����ȼƻ�����������
����ͨ����Ŀǰ�ڵij������ʩ���ڵ���������£���63�����������Ŀ�Ŀ������պ�Ͷ�������У���ԭ�ƻ���ǰ��20�죬�DZ��ƻ���ʵ�ʹ������2��ʾ;ͬʱ���DZ�ʩ����Ա��ԭ�ƻ�Ҳ����Ӧ�ļ��٣��ڸ߷��ڼƻ�ÿ�� 35�ˣ����ٵ�ÿ�� 23�ˣ��DZ������������3��ʾ��
����3. 5 ֽ��������ĿЧ���ܽ�
����(1) Ͷ�˺��ֽ���Զ����̶ȸ��ߣ��豸�����ʸ���;ֽ����������ˮϵͳʹ�����Ƚ����ȱü������ڽ��Ͷ�ֽ�������ĵ�ͬʱ��Ҳʹ��ֽ��������������ˮϵͳ�õ��˿ɿ��Ŀ��ƣ������ֽ����Ч�ʣ��������������ġ���ĺ�ˮ�ģ�ֽ���ij��١����ܽ�֮ǰ�нϴ����ߣ���Ʒ�����ϸ���ǰ�кܴ�����������4��ʾ��ͨ����θ���������ѹե�ɶȣ������ֽ������ǿ�Ⱥ��ȶȣ�ͻ���˲�Ʒ������ƿ����
����(2) �ڿ���Ͷ�ʺͽ��ܼ��ŷ��棬����ĿҲȡ����������Ч��������Ŀ���豸���ɺͼ��Ĺ���������ͨ��ǰ�ڶ�ο��⡢�豸�����;ֲ��ӹ���ԭ�����������þ��豸������ʡ��Ͷ�ʡ�
����4 ֽ��������Ŀ�DZ�ʵʩ�����ܽ�
����4. 1 ���ӹ���ʦ�ľ��鼼��
��������й�Ӧ���ṩ�����ķ����Լ������������»���Ŀ��ͬ��ֽ��������Ŀ��Ҫ���̼�����Ա�����ҵ��Ҫ���豸���ɡ��豸ά���Լ�ԭ��Ӧ�̲���̶Ⱥ��ṩ�ķ�����п�ѧ���жϡ���ˣ����豸�IJ�ж��ת�ˡ�ά���Ͱ�װ�Ĺ����У�����ʦ�ļ������쾭�顢���豸���յ���Ϥ�̶ȷdz���Ҫ��������Ŀ�����ļ����Ŷӣ�Ҫ��������ǰʶ���ʩ�������ķ��գ��ṩӦ�Դ�ʩ��������ɷ����������������¹ʡ�
����4. 2 �ܰ���λ����ҵ���豸��Ӧ��֮�����������
����ֽ��������Ŀ�����Ҫͨ������������������ҵ�µ�����Ҫ���䰲װ�������¾��豸�Ĵ���һ���̶��ϼӴ�����Ŀʵʩ�Ѷȡ����豸�����Զ�������ο�����ȱʧ����ԭ��Ӧ�̷�����ýϸߣ������˳��г���������ҵ���ܸ���ƺ��̷���λ�ṩ������ϵͳ�Եļ������ϡ������Ҫ��ҵ����ܰ���λ���豸��Ӧ��֮����������ͺ�����ƾ����ԵĹ����������Դ��Ѱ�����������ֲ����ϵIJ��㡣ֽ����Ŀ���ļ�����ս�ԣ���ҵ���ܰ���λ���豸��Ӧ��֮��������ϲ��ܱ�֤��Ŀ˳��ʵʩ��
����4. 3 ���̽����ӱ�Ʒ�����ɹ�����
�����ڹ���ʩ������ϸͳ�ƺͼ�¼��Ʒ���������������ɹؼ��豸�ı�Ʒ���������ڳ����Ѿ����л�ɹ����ڽϳ��IJ�Ʒ�����ƶ�����ı�Ʒ�ƻ�;���ڽ��ڵı�Ʒ������Ҫ���ڹ����Ƿ�ɼӹ�ͬ�����Ⱥ�����Ҫ������Ʒ����ȷ�жϡ�����ѹ����������ɲ�Ʒ���ڰ�װ�͵��Թ������� 1̨�������� 1̨�ӽ������������Զ�ϻ���ͨ����ʱ�ɹ��������Ʒ�����
����4. 4 ��װ���Խ���������ԭ������������
����ԭ��ҵ�ļ�����Ա�������豸�������ߵ������Ϊ�˽⣬����ڲ�����豸ά���͵��ԽΣ�Ӧ������ԭ��ҵ�ļ�����Ա���벢�ṩ���������Ŀ�ڰ�װ�͵��Խ�������ؼ�����Ա���뿪�����ԣ����Խ�ʡ����ʱ�䣬ʹ��Ŀ��ǰ�߱�����������
����4. 5 ��Ŀʩ��ǰ���Ӽ��������ռ�������
��������Ŀ��ʼǰ�����ռ���ֽ�����ּ������ϣ����ռ�����ϵͳ����ͼ��������ͼ������˵�����DZ�˵������DZ���·ͼ�ȣ��������ռ������Ͻ��е��ӻ��������ں��ڹ���ʩ��������ʹ�á�
����4. 6 �����DZ����Թ滮����ǰ�ƶ����Է���
������ֽ��������Ŀ��װ������ɺ�ʱ�ƶ����Է����ͻ�·���Ա����DZ���·����ǰ����������У�ߣ��� DCS �ϵ������DZ���·���ԣ����Ŷ������ԣ�Ȼ����л�����̬���ԣ�������̬���ԣ����������Թ�������ض�ÿ����·��ÿ������ÿ��������Ҫ��һ���е��ԣ����ܱ�֤�������Բ������⣬�ٳ����⣬�Ա�֤Ͷ���Գ�˳�����С�
�������˽�������������������Բ鿴����ֽ����רҵ���ķ�������
����5 �� ��
����ֽ��������Ŀ�������ֽ����˵���и����ԺͲ�ȷ���ԣ���˸���ǰ����Ҫ�����DZ��滮��ơ��ƶ��DZ�ʩ�������ͽ��ȼƻ���ѡ����ʵ��豸������Ա����Ŀ��ʵʩ�нϴ����;�����ڵ����ڼ䣬�����о���Ĺ��̷�����Ա��ԭ����������Ա�����DZ����ԣ�����Ŀ��ʱ�����ܴ������;ͨ������ǰ�ڳ�ֵ���������ʹԭ�ƻ����� 83 ����ٵ� 63 �죬����ʡ�˹��ں������ɱ���Ϊ��ǰͶ���ṩ��ֵ�������ʵ��֤���������ֽ���Զ����̶ȸ��ߣ������ʸ��ͣ���Ʒ�����Ͳ����ϸ���ǰ�кܴ��������ͨ����θ���������ѹե�ɶȣ������ֽ������ǿ�Ⱥ��ȶȣ�ͻ���˲�Ʒ������ƿ����——�������ߣ��ƹ��� л�Թ�
������ �� �� ��
����[1] �ƹ��� . һ�ֵ��͵Ŀװ������ƹ��ϴ�����ʽ[J]. ʯ�ͻ����Զ�����2020��56(5)��87-88. HUANG G M. A typical troubleshooting method of orifice flowmeter [J]. Automation in Petro-chemical Industry��2020��56(5)��87-88.
����[2] �ƹ���. EPC�ƽ���ֽ�����ߵ��DZ���װ�͵���[J]. �л�ֽҵ�� 2020��41(6)��46-50. HUANG G M. Instrument installation and commissioning of EPC pulp and paper production line[J]. China Pulp & Paper Industry�� 2020��41(6)��46-50.
����[3] �ƹ�������־�ԣ������� . Ư��ѧľ����Ŀ�DZ�����ʵ��[J]. �й���ֽ��2020��39(5)��76-80. HUANG G M��ZHONG Z H��ZHU L M��et al. Instrument Engineer�\ ing Practice of Chemical Bleached Wood Pulp Project[J]. China Pulp & Paper��2020��39(5)��76-80.
����[4] �ƹ�����л ����ľ�. ֽ��������Ŀǰ�ڿ�����DZ�ʩ�������ƶ�[J]. ��������ֽ��2020��48(2)��23-26. HUANG G M��XIE B��LIU W J. Preliminary investigation of paper machine technical transformation project and formulation of instru�\ ment construction scheme[J]. Heilongjiang Pulp & Paper��2020��48 (2)��23-26.
����[5] �Ž�ɽ����������� ˪���� . ��������ֽ����ֽ���İ�Ǩ����쾭��[J]. �й���ֽ��2020��39(11)��83-86. ZHANG J S��SHEN G D��HAN S��et al. Relocation and Renovation Experience of Foreign Paper Second-hand Specially Paper Machine [J]. China Pulp & Paper��2020��39(11)��83-86.
����[6] �� ������ ΰ������Ч���� . �и�������ֽ�������Ż�����ϵͳ[J]. �й���ֽ��2019��38(9)��46-52. WANG B��TANG W��WANG M X��et al. Integrated Optimization Control System for Medium and High Speed Tissue Paper Machine [J]. China Pulp & Paper��2019��38(9)��46-52.
����[7] ����ǧ . ֽ����������ϵͳ�ĸ���[J]. �й���ֽ��2018��37 (2)��34-38. HAN Z Q. Replacement of Inverter in Multi-drive System[J]. China Pulp & Paper��2018��37(2)��34-38