发布时间:所属分类:工程师职称论文浏览:1次
摘 要: 摘 要 金属粉末注射成形技术(MIM)是粉末冶金与塑料注射成形相结合的一种近净成形技术,可以大批量、低成本地制造高性能异形精密零部件,是当前先进制造技术领域研究的热点之一。本文概述了 MIM 的工艺概况,包括粉末制备、粘结剂选
摘 要 金属粉末注射成形技术(MIM)是粉末冶金与塑料注射成形相结合的一种近净成形技术,可以大批量、低成本地制造高性能异形精密零部件,是当前先进制造技术领域研究的热点之一。本文概述了 MIM 的工艺概况,包括粉末制备、粘结剂选取、混料、注射以及后续的脱脂、烧结。介绍了 MIM 的发展现状及其新技术。共注射成形技术能够在同一个零部件中将两种或多种性能完全不同的材料结合到一起,微注射成形技术可用于制造高性能微型结构件或在零件表面制造微型结构。在此基础上展望了 MIM 的发展趋势:研究大颗粒金属粉末成形技术能够大幅度降低生产成本,改进现有的粘结剂体系以及烧结技术能够有效减少因残留有粘结剂成分而导致的力学性能下降问题,与增材制造相结合能够拓宽该技术应用范围,开发更为先进的 MIM 仿真模拟软件能够充分发挥数值模拟对于 MIM 的指导作用。
关键词 金属粉末注射成形;粉末冶金;数值模拟;粘结剂
金属粉末注射成形技术[1](Metal powder injection molding,MIM)是传统的粉末冶金技术与热塑性塑料注射成形技术相结合而产生的一种近净成形技术,是粉末注射成形技术的一种。与传统的粉末冶金生产出的产品相比,MIM 产品具有精度高、组织均匀等优点,采用该技术可以大批量、低成本地生产结构复杂、性能优异的金属零件。
粉末注射成形技术起源于 20 世纪 20 年代,被用于生产陶瓷零件。20 世纪 80 年代, Wiech[2,3]、Rivers[4]等开始采用粉末注射成形技术制备金属零件。21 世纪后,MIM 工艺进一步发展,成为了成形难熔金属基复合材料和金属间化合物的新型工艺。李云平、曲选辉等[5] 对 MIM 在钨铜复合材料方面的应用做出了全面的综述。胡国新等[6]用 MIM 制备多孔镍钛形状记忆合金零件,采用两步脱脂工艺,脱脂率可达 98.8%。Bose 等[7]用 MIM 制备 Ni3Al 基复合材料零件,克服了金属间化合物因硬度过高难以进行加工的缺陷,极大地提高了其加工效率。
传统的试验方法很难直观地观测到 MIM 充模流动过程,计算机模拟可以很好地解决这个问题。从研究特点看,模腔中熔体的流动模拟研究经历了从一维向三维、从饼型和矩型简单零件向复杂零件、从简单边界条件向复杂边界条件、从经典的薄壁零件向厚壁零件发展的探索过程。1972 年,Kamal[8,9]基于幂率流体的蠕变流动理论建立了一维径向流动的数学模型,不过该模型只适用于研究浇注系统内的流动模拟。Hieber 等[10,11]用有限差分法分析计算了流体的二维流动过程,提出了确定某一时刻流体前沿位置的“预测-校正”两步法。20 世纪 80 年代后期,Hieber 提出采用流动路径法和控制体积法对流体三维流动过程进行模拟,计算结果与现实基本吻合。
本文介绍了 MIM 的工艺概况,对 MIM 及其数值模拟研究进行了深入分析,在此基础上对其发展趋势进行了展望。
1 MIM 工艺概况
MIM 工艺流程如图 1 所示,基本过程是将金属粉末与粘结剂混合均匀,制成注射料,通过注射机注射成形,然后除去粘结剂(脱脂),最终烧结成接近全致密的成品零件。有些零件在脱脂和烧结过程中会出现一定的变形,需要进行一定的后处理才能够得到最终产品。
1.1 混料
混料是使用如图 2 所示的密炼机和造粒机将金属粉末和粘结剂均匀混合,在此过程中金属粉末被粘结剂完全包裹,最终得到均匀的注射料。Lacey[12]指出在混料的过程中存在扩散混合(喂料中金属颗粒分布于新形成的表面)、层流混合(在喂料中建立滑移面)、分散混合(相邻颗粒组从喂料中的一个位置转移到另一个位置)三种机制。梁叔全、黄伯云[13]在此基础上进一步指出:扩散混合机制是混合均匀的热力学基础,层流混合机制和分散混合机制是混合均匀的动力学保证。
1.1.1 粉末
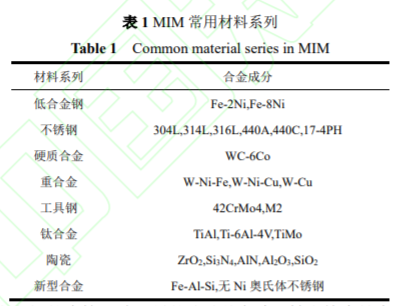
一般来说,能够用于粉末冶金的所有金属粉末都能够用于 MIM,目前常用的 MIM 材料系列如表 1 所示。用于 MIM 的金属粉末一般通过羟基法和雾化法制备。羟基法的原理是将金属与一氧化碳合成羟基金属化合物,再通过热分解的方式制得金属粉末,采用该方法制得的粉末呈球形且粒度较小,但成本较高。雾化法包括超高压水雾化法、高压气雾化法以及层流雾化法。水雾化法生产效率高且经济实用,但制得的粉末形状不规则;气雾化法制得的粉末为球形,但细粉率低,生产成本较高;层流雾化法适用于生产贵金属粉、铜合金粉以及超合金粉,粉末粒度一般在 20μm 以下。除上述两种方法外,工业上常用于生产金属粉末的方法还有还原法、电解法以及研磨法等,但无论是采用哪种方法,制得的粉末都不可能绝对均匀,图 3 为 316L 不锈钢粉末扫描电镜图,从图中可以明显看到,金属粉末的粒度并不是绝对均一的,而是大多数粉末的粒度都在一个很小范围内波动。尉念伦、孙世清[14]采用水汽联合雾化制造工艺制备钴铬钼粉末,所制得的金属粉末兼有水雾化粉末粒径小和气雾化粉末球形度好的优点。
粉末粒度和粉末之间的摩擦影响喂料的成分均匀度。粉末粒度越大,由于质量所引起的偏析就越大。粉末之间的摩擦系数越大,团聚倾向也就越大,从而导致制成均匀的注射料的难度也越大。因此在混料的过程中,经常添加一定的表面活性剂以减小粉末表面之间的摩擦进而改善其团聚倾向[15]。
金属粉末注射成型用细球形粉末制备成本较高是限制该技术发展的一个重要原因,郝向阳、盖国胜等[16]采用利用高速气流冲击对非球形氢化脱氢钛粉(HDH)进行干式机械化球化处理,获得了低成本的球化细粉。Mahmud、Abdul 等[17]直接将低成本的非球形氢化脱氢钛粉用于 MIM,成功生产出无裂纹和变形且烧结密度达到 95%的合格零件。German[18]提出含有高体积分数的大颗粒和低体积分数的中等粒度的粉末有利于获得较高密度的零件。
1.1.2 粘结剂
理想的粘结剂要求具备以下特征[19]:熔点低,固化性好,粘度低,流动性好,且粘度随温度变化小;与金属粉末不发生反应,且润湿性好,粘附性强;粘结剂中各组元不发生相分离,分解温度高于混料温度和成形温度,且分解产物无腐蚀性、无毒、无残留;原料成本低,可循环使用。根据粘结剂的组元和性质可以分为热塑性体系、热固性体系、凝胶水基体系和水溶性粘结剂体系四大类,各类粘结剂体系的优缺点如表 2 所示。
热塑性粘结剂是以热塑性有机化合物为主体的粘结剂,根据其中低分子组元的不同又可以分为蜡基粘结剂和聚合物基粘结剂,美国 Muller[20]发明了一种以合成聚酰胺为主要成分的粘结剂,该粘结剂能够以加热的方式快速去除。热固性粘结剂以热固性有机物作为主要成分,Hens[21]研制了一种 PEG/PVB 粘结剂,其 PEG 可用水溶解,PVB 受紫外线照射发生固化反应。凝胶水基粘结剂利用特定树脂受热产生凝胶反应获得粘结强度,Honeywell 公司使用凝胶水基粘结剂和不锈钢粉混合,成功生产了 17-4PH 飞机引擎叶轮、316L 轮船推进器等尺寸较大的金属部件。Hens 等[22]通过研究发现,凝胶水基粘结剂虽然有助于获得更高的生坯强度,但由于粘结剂中含大量水分,注射时水份蒸发导致注射料粘度变化太大,导致粘结剂难以重复利用。水溶性粘结剂主要由水溶性组元和水不溶性组元组成,其优点是脱脂方便,不需要使用有毒的有机溶剂进行脱脂。
1.2 注射
注射是 MIM 的一个重要环节,其目的是获得具有一定形状的生坯。该环节采用的设备和塑料注射成形基本相同,整个注射过程分为填充、保压、冷却三个阶段。喂料充模流动机理如图 4 所示,喂料熔体进入模具之后,最前端熔体与冷空气接触之后形成一层粘度很高的前沿膜,阻碍熔体的进一步流动;同时,喂料熔体与温度较低的模具内壁接触之后也会迅速凝固,形成一层冷凝层。产品的大多数缺陷也是在这个环节被引入的,如模具的温度过低或注射压力偏小,将导致产品的表面极易出现裂纹和褶皱,甚至出现“欠注”现象;注射压力过大或者注射温度较高时,容易引起“喷泉”效应,在产品的内部形成气孔或疏松[23]。
MIM 在注射阶段和塑料注射成形基本相同,但还是有其特有的性质,因此对于注射阶段喂料充模过程的研究十分重要。目前对于该过程的研究主要是采用数值模拟的方法。相对于塑料流动模拟, MIM 充模流动模拟起步较晚, 且发展也较为缓慢。韩国 Pohang 大学的 Kwon 等[24]对熔体与模壁的滑移现象进行了数值仿真,并开发了专门用于粉末注射成形的 CAE 软件 Pimflow,为粉末注射成形模具设计和过程分析提供理论指导。
1.3 脱脂
脱脂是利用生坯中不同物质的不同熔点或溶解度去除粘结剂的过程。脱脂工艺的选择取决于 MIM 所用的粘结剂体系。采用多组元粘结剂体系,在脱脂过程中可以分步去除,既可以提高脱脂效率,又能保证脱脂过程中剩余足够的其他组元来保持金属粉末在其适当的位置 [23]。肖平安、胡业奇等[25]发明了一种梯度负压热脱脂技术,图 5 为该技术的装置示意图。脱脂时将零件埋于填料粉末中,容器的底部进行抽真空的同时在容器的顶部通入气体,形成梯度负压,脱脂速度更快更彻底,并解决脱脂后粘结剂的回收问题。
相关知识推荐:论文投稿前怎么查重复率
热脱脂的核心就是控制热分解产生的物质在粉末颗粒中的扩散过程。热脱脂工艺简单、成本低、对设备要求低,但同时也存在注射坯易变性、脱脂效率低以及脱脂不彻底等缺点。 Camargo 等[26]通过对热脱脂工艺动力学的研究发现,扩散是热脱脂的决定因素。图 6 为使用两种不同粘结剂脱脂后样品的微观结构,熔体流动指数(MFI)较低的样品(LFPP)比 MFI 较高的样品(HFPP)显示更大的孔,这表明 LFPP 分解形成大碎片,粗化了原始的毛孔,证明了扩散是热脱脂的决定因素。
溶剂脱脂工艺是将溶剂渗透到注射坯的内部,将注射坯内部粘结剂中可溶解成分溶解并随溶剂脱出。由于溶剂脱脂只脱去粘结剂中的可溶解成分,因此通常会在溶剂脱脂之后再进行一次热脱脂。溶剂脱脂脱脂速度快,且脱脂温度在粘结剂软化温度之下,不易产生热变形。但溶剂进入注射坯内部后,也可能因其过分膨胀而导致注射坯变形开裂。除此之外,溶解剂一般为有机溶剂,对人体和环境有害。
催化脱脂是目前国内外应用较多的脱脂工艺,该工艺综合了热脱脂和溶剂脱脂的优点,克服了传统脱脂工艺脱脂时间长、脱脂不彻底的缺点。20 世纪 90 年代,德国 BASF 公司开发出了 Metamold[27]脱脂工艺,脱脂时从零件外部区域向内部区域进行,解决了传统热脱脂工艺脱脂时气体难以逸出所造成的脱脂不完全问题。
1.4 烧结
和传统的粉末冶金技术一样,MIM 进行烧结的目的也是使金属粉末之间发生冶金结合,从而提高零件的强度。一般来说,MIM 烧结时的温度控制在 0.7~0.8T 熔点。根据烧结的过程中是否有液相的产生,又分为固相烧结和液相烧结。范景莲等[28]通过实验证明,即使是液相烧结,金属粉末发生大部分的致密化也是产生于固相烧结阶段。
MIM 烧结技术的研究重点主要集中在烧结设备的设计以及烧结尺寸精度的控制。德国 CREMER 公司针对 Metamold 脱脂技术发明了一种连续脱脂烧结炉,实现了脱脂、烧结一体化,脱脂速率可达(1~4)mm/h。在烧结的过程当中,注射坯会产生 14%~18%的均匀收缩,收缩比例的大小取决于注射料中粘结剂的含量以及金属粉末的粒度,想要得到和预期一样形状的零件,就要求前期的混料接近绝对均匀,且在注射阶段不发生两相分离。为了获得所需的性能,烧结时需控制烧结体的组织和密度,从而控制产品的尺寸和精度。此外,烧结过程中升温速度、烧结气氛以及保温时间、降温速度等也会影响烧结的效果。戴煜、王利民[29] 在已有真空脱脂烧结炉基础上,设计了一种分压控制式真空脱脂烧结一体炉,图 7 为该烧结炉的示意图,该装置通过两套压力控制系统分别实现分压脱脂以及恒压烧结。
1.5 工艺改进
为了将不同性能的两种或几种材料结合在同一零件中,在 MIM 的基础上开发出了一种粉末共注射成形技术,通过一台带有两个或两个以上料筒但是只有一个喷嘴的注射机实现,其中一个料筒用于成形零件的外壳,另一个料筒用于成形零件的芯部[30]。陈良建、李益民[31] 等采用粉末共注射成形技术制备了一种新的仿生种植结构,该结构有利于种植骨中的界面应力传递到周围的骨质结构中,其外层多孔结构最大孔隙可达 400μm。
German[32]、Zauner[33]等针对微型零件的生产提出微粉末注射成形技术,Rota 等[34,35]研究发现该技术用于金属成形领域可制得高强度、耐腐蚀、磁性能优异的微型零件。Zeep[36]、 Piotter[37]等采用微粉末注射成形技术制备氦冷却偏滤器,见图 8 a,烧结密度可达 96%,表明微粉末注射成形技术能够生产出符合使用要求的小型零部件。Nishiyabu 等[38]将 LIGA (Lithographie、Galvanoformung and Abformung)技术与 MIM 相结合,制备出高精度的微型柱状 316L 不锈钢零件。然而结合 LIGA 技术会使整个制备过程极为复杂且耗时较长, Ammosova 等[39]利用微加工机器人在模具镶件表面制造微织构结构,进而快速生产具有相应微结构的零件。Piotter、Gietzelt 等[40]使用微粉末注射成形技术制备 316L 不锈钢微型台阶齿轮,见图 8 b,最小齿宽可以达到 50μm。尹海清、曲选辉[41]等研究了齿顶圆直径小于 1mm 的微型齿轮的粉末微注射成形工艺,并对零件性能表征的测试设备及方法进行了介绍。——论文作者:侯成龙 1,2),郭俊卿 1,2),陈拂晓 1,2),皇涛 1,2)