发布时间:所属分类:农业论文浏览:1次
摘 要: 摘要:以青稞为主要原料,采用挤压膨化技术生产青稞冲调粉。通过单因素试验和正交试验优化青稞冲调粉的加工工艺。最佳工艺条件为挤压膨化Ⅲ区温度150℃、水分添加量20%、螺杆转速160 r/min、物料喂料量25 kg/h。在该条件下,青稞冲调粉的蛋白质、水分、淀粉、脂肪损失
摘要:以青稞为主要原料,采用挤压膨化技术生产青稞冲调粉。通过单因素试验和正交试验优化青稞冲调粉的加工工艺。最佳工艺条件为挤压膨化Ⅲ区温度150℃、水分添加量20%、螺杆转速160 r/min、物料喂料量25 kg/h。在该条件下,青稞冲调粉的蛋白质、水分、淀粉、脂肪损失较小,可溶性膳食纤维提高1.68倍,青稞的功能成分和加工品质得到提升。
关键词:青稞冲调粉;挤压膨化;膨化度
青稞(协r如Mm"M皙Ⅱ阳¨nn.Var.nz以zzm Hook.f.) 是我国青藏高原地区对多棱裸粒大麦的统称,是大麦的一种特殊类型¨J。青稞的营养丰富,具有高蛋白、高纤维、低脂肪的生物特性12。4 J,其中口一葡聚糖平均含量为6.57%,是世界上麦类作物中口一葡聚糖含量最高的作物,是小麦平均含量的50倍。…,具有提高机体防御能力、调节生理节律的作用。这些物质对促进人体健康发育均有积极的作用。
青稞淀粉成分独特,普遍含有74%~78%的支链淀粉17,面筋含量少、加T性差,在传统的制作和食用过程中,以青稞糌粑、青稞酒、青稞麦片等产品为代表18,青稞产品的开发仍处于初级阶段,产品单一,附加值低。本试验以青稞为主要原料,拟采用挤压膨化技术10。10j,以膨化度为目标,对产品进行感官评价,分析对比加T前后功能成分的变化,对青稞冲调粉加工工艺进行研究,旨在为该技术的大规模T业化生产提供理论依据。
1材料与方法
1.1材料
青稞籽粒,西藏吉祥粮农业发展有限公司;纯净水,市售;化学试剂均为分析纯。
1.2设备
DS65—2型双螺杆挤压膨化机、FM—Wl立式拌粉机,济南赛信机械有限公司;kc一750型粉碎机,北京同和科技发展有限公司;DHG一9140A电热鼓风干燥箱,上海一恒科学仪器有限公司。
1.3 方法
1.3.1青稞冲调粉单因素试验
青稞冲调粉冲调性取决于挤压膨化中青稞的膨化度,研究挤压膨化温度、水分添加量(以物料质量为标准进行水分添加)、物料喂料量、螺杆转速等 4个因素对青稞冲调粉影响。
1.3.1.1挤压膨化温度对膨化度影响
根据DS65—2型双螺杆挤压膨化机的特点,选择膛体Ⅲ区为130、140、150、160、170℃,水分添加量 20%、物料喂料量25 k∥h、螺杆转速160 r/min,通过检验膨化度确定膛体Ⅲ区温度。
1.3.1.2 水分添加量对膨化度影响
挤压膛体Ⅲ区为150 oC、物料喂料量25 kg/h、螺杆转速160 r/min,水分添加量分别为16%、 18%、20%、22%、24%,通过检验膨化度确定水分添加量。
1.3.1.3物料喂料量对膨化度影响
挤压膛体Ⅲ区为150℃、水分添加量20%、螺杆转速160 r/min,物料的喂料量分别为15、20、25、 30、35 kg/h,通过检验膨化度确定物料喂料量。
1.3.1.4螺杆转速对膨化度影响
物料喂料量25 kg/h、挤压膛体Ⅲ区为150℃、水分添加量20%、螺杆转速分别为140、150、160、 170、180 r/min,通过检验膨化度确定螺杆转速。
1.3.2青稞冲调粉正交试验
在单因素试验的基础上,选择挤压膨化温度、水分添加量、物料喂料量、螺杆转速4个因素进行正交试验L。(34),试验因数和水平安排设计如表1所示。以感官评分作为考察指标。
1.3.3样品制备
将精选清洗好的青稞放人流化床进行烘干,烘干温度40℃、时问50 min;将烘干后的青稞放人粉碎机进行超微粉碎处理,过0.3 mm筛备用。
1.3.4工艺流程
青稞去杂清洗一流化床烘干一超微粉碎一挤压膨化一微波干燥一粉碎一冷却一包装
1.3.5膨化度的测定
用电子数显卡尺测量挤压膨化后直径,每个样品随机测定5次,求其平均值作为产品的平均直径 d.(mm)。
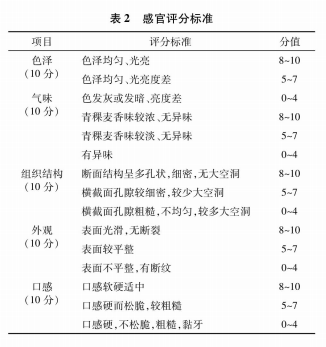
1.3.6青稞冲调粉感官评分以及数据分析方法
以青稞冲调粉的色泽、气味、口感、组织结构、外观为指标对青稞冲调粉感官进行评价,以满分50 分计,采用感官指标评分标准独立对样品进行打分,取平均值为该样品得分,感官评定标准见表2。
1.3.7检测方法
蛋白质检测方法参照GB 5009.5—2016《食品安全国家标准食品中蛋白质的测定》;脂肪检测方法参照GB 5009.6-2016《食品安全国家标准食品中脂肪的测定》;水分检测方法参照GB 5009.3— 2016《食品安全国家标准食品中水分的测定》;淀粉检测方法参照GB 5009.9_2016《食品安全国家标准食品中淀粉的测定》;膳食纤维检测方法参照GB 5009.88-2014《食品安全国家标准食品中膳食纤维的测定》。
2青稞冲调粉加工工艺单因素试验结果与分析
2.1挤压膨化温度对膨化度影响
由图1可知:随着温度的上升,青稞冲调粉的膨化度呈现先上升后下降的趋势。当温度到达150 oC 时,青稞冲调粉膨化度最高,随着温度的升高,膨化度逐渐降低,这主要因为挤压膨化膛体有传导性特点,高温高湿高压可以使物料产生瞬间的剪切力,改变青稞粉中淀粉结构,产生糊化现象,提高膨化度,当挤压温度达到一定时,挤压膛体I区、Ⅱ区温度升高,向Ⅲ区传导热量,膛体内部压强过大,温度过高,造成物料未膨化,就已经产生糊化的现象,影响到产品的膨化度。
2.2 水分添加量对膨化度影响
南图2可知:随水分添加量增加,膨化度先升高后降低,在水分含量为20%膨化度最高。当挤压温度恒定,水分添加量过高时,造成膛体温度下降,压力降低,物料的剪切力不够,糊化度不高,影响膨化度。
相关知识推荐:食品加工论文发表技巧
2.3物料喂料量对膨化度影响
由图3可知:当物料喂料量较低时,物料在膛体产生的摩擦和压力较低,物料的膨化度不足,当物料喂料量到达25 kg/h时,青稞粉的膨化度最高,随着物料喂料量进一步增加,物料的流速加快,在膛体造成拥堵,受热不均,产生焦糊现象,影响青稞粉的膨化度。
2.4螺杆转速对膨化度影响
由正交试验结果可知,影响青稞冲调粉感官品质的因素主次顺序为挤压膨化温度>水分添加量 >螺杆转速>物料喂料量。青稞冲调粉加工的最佳工艺条件为挤压膨化温度150℃、水分添加量20%、物料喂料量20 k∥h、螺杆转速160 r/min。为了检验正交试验的正确性,进行3次重复实验,感官评分为44.53分。
2.6青稞冲调粉品质分析
试验对青稞冲调粉进行成分品质分析,结果如表4。
由表4可知:挤压膨化后青稞冲调粉的水分、蛋白质、淀粉、脂肪含量都有不同程度的下降,主要因为高温高压以及剪切力的作用,使水分受热蒸发、蛋白质发生水解、淀粉糊化等现象,导致含量降低;而不溶性膳食纤维减少、可溶性膳食纤维显著提高,可能是在挤压膨化过程中,细胞破壁程度加剧,不溶性膳食纤维降解分解成可溶性的小分子化合物,从而提高可溶性膳食纤维的含量,更有利于人体吸收。
3结论
本试验利用青稞为原料,采用挤压膨化技术研究青稞冲调粉的加工工艺,得到最佳工艺条件为挤压温度150℃、水分添加量20%、螺杆转速160 r/min、物料喂料量20 kg/h。4个因素对青稞冲调粉感官品质的影响的主次顺序为挤压膨化温度 >水分添加量>螺杆转速>物料喂料量。与未处理的青稞粉相比,挤压膨化处理显著提高了青稞冲调粉可溶性膳食纤维含量,提升了青稞的功能特性,改善了青稞的口感,有利于提升青稞加工品质。——论文作者:孟晶岩,张倩芳,李 敏,栗红瑜
[参考文献]
『1]冯西博.西藏高原生态条件下青稞营养成分的分析[J].福建农业学报,2016,3l(12):1312一1317.
[2]杨涛,闵康,曾亚文,等.青稞和普通大麦全谷物功能成分差异分析[J].两南农业学报,2015,28(6): 2360—2362.
[3]罗静,李玉锋,胥霞.青稞中的活性物质及功能研究进展[J].食品与发酵工业,2叭8,44(9):300—304.
[4]刘小娇,王珊珊,白婷,等.青稞营养及其制品研究进展[J].粮食与食品工业,2019,26(1):43—47.
[5]邓婧,马小涵,赵天天,等.青稞口一葡聚糖对淀粉体外消化性的影响[J].食品科学,2018,39(10):106— 111.
[6]赵彩云,亓相媛,谷方红.不同产区青稞中卢一葡聚糖含量的分析[J].酿酒科技,2016(10):65—66.
『7]白婷,靳玉龙,朱明霞,等.青稞淀粉研究现状[J].巾国粮油学报,2019,34(4):141—146.
[8]周智伟,刘战民,周选围.青稞加工制品研究进展[J].粮油食品科技,2018,26(5):11—16.
『9]刘萍,徐慧静.挤压处理对青稞粉质构性质及消化性的影响[J].食品研究与开发,2019,49(17):28—34.
[10]陈峰青,汪建明,陈前.挤压工艺对青稞粉产品特性的影响[J].粮食与油脂,2017,30(10):75—79.