����ʱ�䣺�������ࣺũҵ���������1��
ժ Ҫ�� ժҪ:��Լ�����ľ�ڷ�Ӱ��������ʵ����⣬���ͨ����ľ��Ԥ�н�һ����������ʣ������һ�ּ���Ѩ����ľ��Ԥ��װ�ã�ʵ�ֶ���ľ�ڷ���ˮ��ʽ���̿���Ԥ�С��������ʹ��ٶ����е��ٶ�ƥ�����飬ȷ�����ʹ��ٶ�Ϊ60m/h��������ľ��ڷ���������������
����ժҪ:��Լ�����ľ�ڷ�Ӱ��������ʵ����⣬���ͨ����ľ��Ԥ�н�һ����������ʣ������һ�ּ���Ѩ����ľ��Ԥ��װ�ã�ʵ�ֶ���ľ�ڷ���ˮ��ʽ���̿���Ԥ�С��������ʹ��ٶ����е��ٶ�ƥ�����飬ȷ�����ʹ��ٶ�Ϊ60m/h��������ľ��ڷ��������������˶��켣�������飬�������:�L�����ٶȷ�Χ��80��95m/h��ʱ���ɻ�ý�����������ɹ��ʺ�����ɹ��ʣ��ɹ��ʾ���95%����;�ڶԱ�72ѨѨ����ľ�����Ԥ��ʱ������������ԼΪ111��/h��
�����ؼ���:Ѩ����ľ��;��;Ԥ��;��ˮ����ҵ
����0����
�����߲˼�������Եֿ������������ұ���ͨ�糤��ïʢ�����������20%���ң����ִ���Լ���߲������б��㷺Ӧ��[1-5]���˹������̰�����ľ�����Ѩ����İ��ˡ���ľ�г��ڷ��������г���������ľ���������ԽӺ̶�������İ��ˣ�ƽ������ҵ����Ϊ300��/h�����ּ������ܴﵽ400��500��/h[6-7]�����ǣ��ҹ��߲������������ѳ������ڣ���ͳ�˹��ӹ������ء�Ч�ʵ�[8-9]����Ҫ��һ����������ʡ�
����������������ʵ��ֶ��д�ͳ�ӵĸ���װ��������������������е���豸����ͳ�ӵĸ���װ������������ʵ�ֶ���ľ������Ŀ�������[10-12]�������������ǽ���������ϵͳ���Ӹ���װ�����������˹���ҵ���������������ϵ��ͨ����������ϵͳΪ�˹������ṩ��ľ�����뼰��������Ҫ�����ʣ��˹���ɼӣ���ͨ����������ϵͳ����������磬��Ч�ؽ��м���ҵ[12-14]����е���豸�������Զ��ӻ���ȫ�Զ��ӻ�:���Զ��ӻ�Ϊ�˹�������ľ����Ĺ����������Զ������ľ������������ԽӺ̶��������ɻ�е��ɻ��˹���ɣ����ձ���GR-800T��������ISO-graft1100;ȫ�Զ��ӻ�Ϊ����Ѩ������ľ�����룬�����¼��磬���ձ���AG1000[15-20]��
������ľ�Ĺڷ��ڻ�е����ռ�ݿռ䡢����ӻ����������Ӱ�������;���˹�����ҵ���������Ƕ�����ʱ���ڷ����������Ƶ�����ֶ�������Ӱ����ٶȣ��ҷ��ϴ����鷳����ľԤ�пɼ��д����ַ��ϣ���ʱ���ٷ�����ռ�ռ䣬�����ǶԻ�е�ӻ��Ƕ��˹��ӣ����ɼ�����ҵ���ڣ��ӿ���ٶȣ���������ʡ�
����Ϊ���ټ���ҵ����ľ�ڷ��������ڣ����߿�����һ�ּ���Ѩ����ľ��Ԥ��װ�ã�����ľ�ڷ���ˮ��ʽ���̿���Ԥ�С�����ɻ�����ƵĻ����Ͻ���Ѩ����ľ���Զ�Ԥ���������飬�����ʹ��ٶ����е��ٶȽ���ƥ�䣬��������ľ��Ԥ��װ�ö���ľ��ڷ��������������˶��켣���ԡ�
����1����Ѩ����ľ��Ԥ��װ�ù���ԭ��
������ľ��ֲ����²��֣�Ϊ��һ���ѣ����ƱȽϾ�һ(��ͼ1)������ľʧȥ�ڷ��ϳ�һ��ʱ�䲻��ή�裬��ʵʩ��е������ҵ��
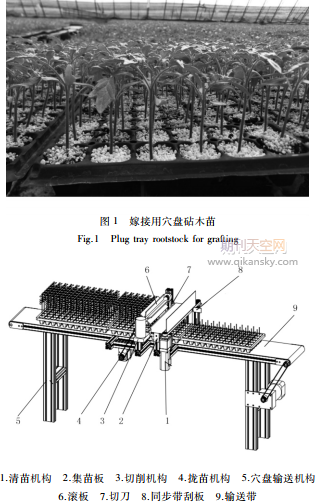
��������Ѩ����ľ��Ԥ��װ�ð���Ѩ�����ͻ�����£���������������������弰�����������ͼ2��ʾ��Ѩ�����ͻ�����Ҫ����Ϊ���ʹ�����������Ѩ����ľ��;£�������Ҫ����Ϊ���壬���ڽ���ľ���������������ͼ����;����������Ҫ����Ϊһ�������������˶����е�������������ľ�ڷ�;����������ռ��жϵ���ľ�ڷ�����ֹ��ľ�ڷ�ɢ��Ѩ�̵���Ӱ������ļ���ҵ;���������Ҫ����Ϊͬ�����ΰ壬��������������϶ѻ��Ĺڷ�������ʱ��ͨ��Ѩ�����ͻ��������ʹ���������Ѩ����ľ�磬Ѩ����ľ�翿��£���������ľ��£������ĝL���������������ͼ����;�����������е������������˶�����ľ�ڷ��жϣ���ľ�ڷ����뼯��壬���������ͬ�����ΰ��Ƽ������Բ���˶�������ľ�ڷ��Ƶ�������⡣.
������û��£���������ʱ��Ѩ����ľ����Ѩ�����ͻ������ͣ����к����ʹ���ͬ���˶��ٶ�V������ľ�羭����������ʱ���е������������˶�����ľ�ڷ����жϵ�˲�䣬�²�ֲ���ٶ�Ϊ0���ϲ�ֲ���ٶ�ΪV;��������������ֲ������ٶȲ�ϲ�ֲ�������������һ������M��ʹ�ڷ���ǰ�㵹����ľ���Сʱ���ڷ��������棬��������ͼ3(a)��ʾ;��ľ��ϴ�ʱ���ڷ��н�������������ǰ�㵹��ͬʱ���ڷ�����������һ����F������������������ΪM’��M’������ܺ�M��ͬ��Ҳ�����෴��M’��M����ʱ��F����ͼ3(b)��ʾ����M����M’ʱ���ڷ���˳�����뼯���;��M����M’ʱ���ڷ��ѻ����е��Ϸ�;��MС��M’ʱ���ڷ������������Ĺڷ���ס���ѻ����е��Ϸ�����£���������ʱ����ľ�类����ǰ��������������塣
����2������������
��������Ѩ����ľ��Ԥ��װ���е�ѡ�õ綯��֦�����ͺ�HS-H5126������Ϊ20mm����Ƭת��1400r/min��Ϊƥ�����ʹ��ٶ����е��ٶȡ�������õ������ɹ���(����ľ���ж����п�ƽ��)�������˳���̽�����顣������Ѩ����ľ��Ϊ����5�ܵķ����磬Ѩ��Ϊ��72ѨѨ�̣�1������6����ľ�磬�е���Ѩ�̵ײ��߶�80mm������������:���ʹ��ٶ�Ϊ60m/hʱ�������ɹ��ʿɴ�100%��
�����ڴ˻����ϣ���һ���������Ѩ����ľ��Ԥ��װ�ö���ľ��ڷ��������������˶��켣���ԣ�����Ѩ����ľ���Զ�Ԥ���������飬�ֱ�����ľ��������ɹ��ʼ�����ɹ���Ϊ����ָ�꣬�ж�����ɹ�Ϊ��ľ�жϺ����뼯��塣
����£�����������Ϊ����ľ���������������ͼ���壬��С��ľ�ڷ��������ɵ���ľ�ڷ����жϺ��ܶ����㵹�����⡣�L�����ٶȶ������ɹ��ʼ�����ɹ��ʾ���Ӱ��:�L�����ٶȹ�С���൱�ڌ���ľ��ʩ��һ�����н������෴��������ľ�类�жϵĹڷ�����˳�����뼯���;�L�����ٶ�����Ὣ��ľ���Ƶ�����������������������ƶϡ�Ϊȷ�������Ĺ������ٶȣ����е��������顣�����ʹ��ٶ�60m/h���¶Թ������ٶ�ȡֵΪ30��60��80��100��20m/h�������ÿհײ����飬��û�й������á�
�����Ӵ�����ֲ����ľ���������ȡ24�̣������̨�������飬��ͼ4��ʾ���������̽��У������������ͳ�������ɹ��ʺ�����ɹ��ʡ�
�����Ƽ��Ķ���ũҵ����������Ա���˳������ְ�����ķ���
����3���������
��������Ѩ�����Զ�Ԥ���������������1��ʾ�������������Ƴ�����ͼ��ͼ5��ʾ��
����1)���ʹ��ٶ�Ϊ60m/hʱ�����ڱ�72ѨѨ�̣��������Ϊ540mm×280mm����Ѩ����ľ��Ԥ��װ�ó��ȷ�������Ѩ�̣�������������ԼΪ111��/h���ܼ�7992�ꡣ���ڼ������ߣ����˹�ƽ�����ٶ�Ϊ300��/h����ʵ��ͬʱΪ��Լ26�������ṩ��ľ��;���ڻ�е�ӣ�Ŀǰû�������ʳ���2000��/h�ļӻ����ͣ���ʵ��ͬʱ�Գ���3���ӻ��ṩ��ľ�硣
����2)�����ʹ��ٶ�Ϊ60m/h�������£�û�НL�����õ������ɹ��ʿɴ�100%��������ɹ��ʽ�Ϊ20.8%��������ľ��ڷ�������������뵹�������෴������F����ʹ��ľ��ڷ��ѻ����е�ǰ��������������ʹ��ϡ��L�����ٶ�Ϊ30m/hʱ������ɹ��ʱ�û�НL������ʱ���ͣ���Ϊ�L�����ٶȱ����ʹ��ٶ�������ľ�羭���L��ʱ������ѹ�䣬�жϺ�ֹڷ�ֱ���������ʹ�;�L�����ٶ������ʹ��ٶ����ʱ���L���ܽϺõؽ���ľ�类�жϵĹڷ�������壬���Դ��ڹڷ�����������������ɹ��ʽ�Ϊ88.9%;���ŝL�����ٶȵ����ӣ�����ɹ����������L�����ٶȴﵽ100m/hʱ����ɹ��ʴﵽ100%������ʱ�L��������������������ľ����ǰ������ʹ��ľ���治ƽ���������ɹ����½�;�L�����ٶ�Ϊ120m/hʱ�������ɹ��ʽ�һ���½����ۺϱ�1��ͼ5���ݿ�֪:�L�����ٶȷ�Χ��80��95m/h�ڣ��ɻ�ý�����������ɹ��ʺ�����ɹ��ʣ��ɹ��ʾ���95%���ϡ�
����4����
����1)�����һ�ּ���Ѩ����ľ��Ԥ��װ�ã���װ�ÿ�ʵ��Ѩ����ľ��Ŀ����������������ʹ������ٶ�Ϊ60m/hʱ�ﵽ�Ϻõ�����Ч��������������ԼΪ111��/h��
����3)�����ޝL�����õ��������飬�ڷ������������ɹ���Ӱ��������ɹ��ʽ�Ϊ20.8%��
����4)�����НL�����õ��������飬�������:�L�����ٶȷ�Χ��80��95m/h��ʱ���ɻ�ý�����������ɹ��ʺ�����ɹ��ʣ��ɹ��ʾ���95%���ϡ�