����ʱ�䣺�������ࣺ����ʦְ�����������1��
ժ Ҫ�� ժҪ: ���� DEFORM ����Ԫ������ij�ͺ�˫�е��Ĺ��������Ȧ��Ӧ������ģ�⣬������Ӧ���淨�Թ��ղ��������Ż����������Ż����ղ����õ����䴦��ǰ��������ĺ��ܷ�۵״�Ӳ������Լ��������Ĵα������ѹӦ�����������: ������Ӧ�����ܹ��ܺõ������Ȧ��Ӧ��
����ժҪ: ���� DEFORM ����Ԫ������ij�ͺ�˫�е��Ĺ��������Ȧ��Ӧ������ģ�⣬������Ӧ���淨�Թ��ղ��������Ż����������Ż����ղ����õ����䴦��ǰ��������ĺ��ܷ�۵״�Ӳ������Լ��������Ĵα������ѹӦ�����������: ������Ӧ�����ܹ��ܺõ������Ȧ��Ӧ���ģ��������Ӳ����ȸ�Ӱ�����������̶��ɸߵ�������Ϊ����Ƶ�ʡ������ܶȺ���Ȧת�٣�����ѹӦ����Ӱ�����������̶��ɸߵ�������Ϊ��Ȧת�١������ܶȺ͵���Ƶ��; ���Ź��ղ���Ϊ��Ȧת�� 0. 049 r/min������Ƶ�� 246. 667 kHz �͵����ܶ� 6. 5 × 107 A/m2 ; ���䴦���������Ĵ�Ӳ����ȡ��ܷ�۵״�Ӳ����ȡ��������Ĵα������ѹӦ���Լ���������Ӳ�ȷֱ�Ϊ 1. 642 mm��0. 608 mm��120 MPa �� 62. 5 HRC; ���䴦���ܹ���Ч���Ӵ�Ӳ����ȣ����Ͳ���ѹӦ������ߴ��Ӳ��; ��ֵģ��������������ȣ������ 13% ���ڣ��������õ�һ���ԡ�
�����ؼ���: �������; ˫�е��Ĺ������; �ߵ���; ��Ӧ���; ��ֵģ��; ��Ӳ��; ����Ӧ��; ���䴦��
����0 ����
������������Ƿɻ������е�豸֧�к�ά��ת���Ĺؼ��������������������ٶȵ�����ʹ�öԷɻ���ȫ����ɿ��Ե�Ҫ��Խ��Խ�ߣ���ζ�ŶԹ����������Ҫ������ϸ�Ӧ�����������������Ӳ�ȡ�ǿ���Լ���ĥ�Ե���Ҫ�ֶΣ���һ���漰��š����ȡ���֯ת���Ӧ��Ӧ��Ķೡ����ù��̣��ر������Ȳ��ϵ�������������״̬����ӳ��IJ�ͬ�����ұ仯�����Ѳ��ý����ķ�ʽ��ȷ������
��������[1 - 2]��Զ�Ƶ��Ӧ���ͨ�����¶�Ӱ��ĵ絼�ʺͽ���������Ե�ź��Ƚ�����ϣ������˰�����ż�����ѧЧӦ�ĸָ�Ӧ������ѧģ�ͣ��о��������������Ӧ���������Եȣ���������ô��ʽ���Ժܺõؿ��Ƹ��ӹ����Ĵ�Ӳ������������[3]��������Ԫ��������Ԥ���˸�Ӧ�������е���֯�ݱ䣬�����ݵ�� - ���������Ԫģ�Ϳ��������ڼ����Ӧ�����Ⱥ���ȴ��������֯ת���ר�ó��ݴ˷����˶�ά��ԳƼ���ģ�͵ĸ�Ӧ�����̣��������������нϺõ�һ���ԡ�����[4]������Ӧ���淨�Ż���������Ӧ�������������о��˽����ٶȡ����빦�ʡ���϶�����ʺ����ٶ��¶ȡ�����֯����Ӳ�Ⱥͼ�����״��Ӱ�죬������������ٶȶ�������Ӧ�����̵���֯�����ԡ���Ӳ�ȡ�����������Ӱ��ϴ��������ʶ��������¶ȵ�Ӱ���������[5 - 7]���Ȼ��ڵ�� - ����ϵ���ֵģ�ⷽ����Բ�����Ӧ�����̽�����ģ�⣬����������ǰ������ȴ�ܹ�������������¶��ݶȣ��ݴ˶Դ����̽����Ż������������ֽ�ɷ�����������֯; ֮���ֱ��Բ�������첽˫Ƶ��Ӧ��������ֵģ�⣬��������ô��ʽ�ܹ���þ��ȵ�Ӳ��������; ����Dz���������ԣ������������Ӧ���ͻػ���̽�����ֵģ�⣬���������������ֵģ�ͷ������������Իػ�Ӧ���ɳڵ�Ӱ�졣����[8]������ 55CrMo �־��ܹ���˿�ܵ���Ӧ��Ȧ���ȵ�����Ԫ��ֵģ��ģ�ͣ��ݴ˻����˹���˿�ܹ�����Ӧ���ȹ����е��¶ȱ仯���ߣ�����Ե���Ӧ��Ȧ�ڼ���Ч��������ϵ�ȱ�����˫��Ӧ��Ȧ���ʺϹ���˿�ܸ�Ӧ�������[9]���� MSC. Marc ������������ѭ�����ط��������� 55CrMo ��˿�ܸ�Ӧ���ȹ��̵�����Ԫ��ֵģ��ģ�ͣ��о��� 5010 ��˿�ܸ�Ӧ���ȹ����й��ղ����Բ��ϰ����廯�����Ӱ�죬��������Ӧ���淨�����˹��ղ�����������֮���ϵ�Ļع鷽�̣���������Ź��ղ���������[10]������˫���������Ȧ��Ӧ��������ϵ���ֵģ��ģ�ͣ����ݴ��о��˴������и���λ�¶ȡ���֯��Ӧ����ʱ��ı仯�Լ����ղ����Դ�����ܵ�Ӱ�죬�����������Ӧ���ȵ������ٶ����ŵ���Ƶ�ʺ��ܶȵ����������Ӳ��������ŵ���Ƶ�ʵ�������С���ڲ��������϶�IJ�λ����Ӧ���ϴ�Ӧ����ʱ��������λ�������ٶ����Ӧ����״�йء�����[11]���ڵ�ų����¶ȳ�����֯����Ӧ��Ӧ�䳡���ģ�ͣ����� DEFORM ����Ԫ����ģ����˫�е��Ĺ��������Ȧ��Ӧ�����̣�����˷ֶε����ܶȵĴ���գ��о�����Ȧ��Ӧ���������¶ȱ仯����֯�ݱ䡢����ʹα���Ӳ�ȡ�����Ӧ���Ͳ��������ȣ����������Ӧ�������ܶȷֶ�����������С��������ı������ܹ��õ����ȵĴ����֯��
��������������������ѧ����Ȼ�������ѧģ�ͺ�����Ԫģ��ȷ��棬����������ڸ�Ӧ�����̸���������ģ�ʹ����������ܱ仯�ȷ��濪չ�˴����о�������ĿǰΪֹ����е�����ṹ����ر��Ǹߵ��ֲ��ϵĸ�Ӧ������о�ȴ�ټ����������ڴˣ��������� DEFORM ����Ԫ����������������Ӧ����ų����¶ȳ�����֯����Ӧ��Ӧ�䳡��ϵ�����Ԫ��ֵģ��ģ�ͣ��о�ij�ͺ�˫�е��Ĺ��������Ȧ��Ӧ����ղ����Դ�����ܵ�Ӱ�죬���ݴ˶Բ��������Ż���
����1 ������Ӧ��������ֵģ��ģ��
����1. 1 ��Ӧ���������������
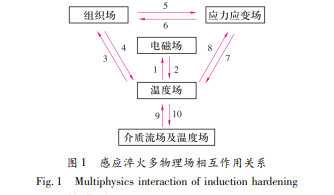
������Ӧ�����̰�����š��¶ȡ���֯��Ӧ��Ӧ�� 4 �������������������ù�ϵ��ͼ 1 ��ʾ��ͼ��: 1 Ϊ���ϵ�����ԣ�2 Ϊ�����ȣ�3 Ϊ�¶ȱ仯�������䣬4 Ϊ���DZ�ȣ�5 Ϊ�����������Ӧ����������ԣ�6 ΪӦ��Ӧ���յ���䣬7 Ϊ��е�����ȣ�8 Ϊ��Ӧ����9 �� 10 Ϊ�Ƚ�����������ϵ��¶ȷֲ��ܽ����ȡ����DZ���Լ��������ȹ�ͬ���õ�Ӱ�죬���������������¶ȵı仯��������Ӱ���ų������ı仯���Ӷ�Ӱ����ȹ��̣����¶ȱ仯������ϵ���䣬��֮�������Ӧ����ͬʱ�����ı���ҲӰ���¶ȣ��Ӷ������¶ȳ��ı仯��
����1. 2 ����ģ��
������ij�ͺ�˫�е��Ĺ��������ȦΪ������ṹ�������� 1�����������Ȧ�ܷ�۵״�Ӳ����Ƚ����о����ʲ���ȥ��������λ���ǡ�������Ȧ��Ҫ�������Ϊ�������Ҹ���Ȧ�����ߴ�ϴṹ���ʲ��÷��θ�Ӧ�����ˣ���Ȧ��Ӧ��Ȧ�����ͼ 2 ��ʾ���ڸ�Ӧ���ȹ�������Ȧ����Ȧ����ת������Ȧ�������ij���Ϊ 4 mm������Ϊ 3 mm �� 45°����Ϊ 1 mm�����ڹ�����������ܷ�۵ף�Ϊ�ﵽ������ܵ�Ҫ��Ӧ��Ȧ�ڹ������������ľ���Ϊ 1. 0 mm��������������������Ϊ 0. 5 mm��
�������� DEFORM ����Ԫ���������еı߽�Ԫ����˫�е��Ĺ��������Ȧ����������и�Ӧ��������������ȦΪ��ת�壬����Ȧ���м��������Ч�ʣ�ȡ��Ȧ 1 /12 Ϊ�о���������ά����Ԫ����ģ�ͣ�����������������֣���ͼ 3a ��ʾ�����Ǹ�Ӧ���ЧӦ������Ȧ���������Ӧ������������ϸ�����ܵ�Ԫ��Ϊ 96 568���ڵ���Ϊ 21 462����Ӧ��Ȧ��Ԫ��Ϊ 15 694���ڵ���Ϊ 3 704��������Ȧ��������Ϊ�Գ�Լ������������Ϊ�̶�Լ����Ϊ�����������������Ȧ�ܷ�۵ľ����������ĵľ������� Ps1�� Pe1��Ps2��Pe2�����ڵ� ( ͼ 3b) ���ֱ������Ȧ�ܷ�۵�������λ�ø�Ӧ����������ݶȱ仯����Ӳ�����( �������������Ϊ 50% ) �IJ����㡣
����1. 3 ��Ӧ����ղ���
���������Ȧ����Ϊ X30CrMoN15 - 1 �ߵ��֣���Ӧ���ǰ��Ȧ�ij�ʼ��֯Ϊ����塣�����Ȧ���θ�Ӧ�����������Ȧ����Ȧ����ת�������ݶ���ظ�ģ�⣬��Ȧת�� n������Ƶ�� f �͵����ܶ� J ȡֵ���� 2�����⣬���軷���¶�Ϊ 20 �棬��Ӧ�����¶�Ϊ 1 000 �棬���Һ������Ȧת������Ȧ��ȴ�����¡�
����2 ��Ӧ���淨ģ���������
����2. 1 ��Ӧ���淨ģ�ⷽ�������
�������ݱ� 2 ���ղ�����ȡֵ���������ģ�⣬��ѡ����Ӧ���淨��ģ�������з��������ݱ����о�������Ӧ���淨�������Ҫ������ Design Expert �������� BBD ģ��[12]��ģ�ⷽ����������� 3��
����2. 3 ��Ӧ����ղ����Ż�
�����Ը�Ӧ������Ȧ��������λ�ú��ܷ�۵Ĵ�Ӳ����ȼ��������Ĵα������ѹӦ��Ϊ�Ż�Ŀ�꣬�Է���������ж�Ŀ����Լ���Ż���Ϊ��֤��Ӧ�����Ӳ����Ⱥ�����Ҫ���������λ�ô�Ӳ�����ȡֵΪ 0. 950 �� 1. 600 mm���ܷ�۵״�Ӳ�����ȡֵΪ 0. 300 �� 0. 650 mm��������( 5) ʽ��ʾ���Ż�Ŀ�꺯����Լ��������
����ʵ�������У��ں����ĸ�Ӧ���Χ�ڣ���Ȧת��ֱ��Ӱ������Ч�ʣ�ת��Խ�ߣ�����Ч��Խ�ߣ��ҵ����ܶ�ԽС��Խ��Լ��Դ������Ϊ���ͼӹ��ɱ���Ӧѡ�ýϸߵ���Ȧת�����С�ĵ����ܶȡ��ۺϿ��ǣ�ѡȡ�� 7 �е� 4 �鹤�ղ���Ϊ�����Ż�������� 2. 4 ���в��ø���������и�Ӧ�����ֵģ�⣬�о��������䴦��( - 196 �� × 4 h) ����Ȧ���ܵ�Ӱ�졣
����2. 4 ���䴦������Ȧ������ܵ�Ӱ��
�������䴦�����ڸ�������ȴ�����º����� 0 �����µĽ�������ȴ���ȴ������գ��ܹ�����ȵؽ��ʹ���������IJ�������壬��һ������ȴ������ܡ�
�����������ĺ��ܷ�۵״����䴦��ǰ��������������ȷ�����ݶȷֲ���ͼ 4 ��ʾ����������庬��( �������) ������ȵ��������½�����������������庬���ֱ�Ϊ 8. 53% �� 8. 52%�����䴦����ֱ�Ϊ 1. 43% �� 1. 42% ��
�����������ĺ��ܷ�۵״����䴦��ǰ������������ȷ�����ݶȷֲ���ͼ 5 ��ʾ��������������庬��( �������) �ֱ�Ϊ 89. 61% �� 89. 59% �����䴦����ֱ����Ϊ 95. 91% ��95. 89% ���������庬������ 50% ��������Ϊ��Ӳ�㣬��������ĺ��ܷ�۵״���Ӳ����ȷֱ�Ϊ 1. 609��0. 595 mm�����䴦����ֱ�Ϊ 1. 642��0. 608 mm���������������䴦�������У�һ���ֲ�������彫����ת��Ϊ�����壬ʹ��Ȧ�����庬����һ����ߣ������庬������ 50% ��������֮�����´�Ӳ��������ӡ�
����������Դ�ڣ��������(�¿�)������1958�꣬���й�Ψһ�����ⷢ�е���пƼ�����Ӧ���ڿ��������������ơ����鼰Ӧ�õȲ��š��������ļ�ּ�����ǰ��ʵ�����ϡ����У���Ʒ�����Ӧ�á�������װ������������������������ר���������й������̳��������пƼ�����Ŀ��
�����������ĺ��ܷ�۵״����䴦��ǰ��Ӳ������ȷ�����ݶȷֲ�ͼ 6 ��ʾ���������Ӳ�ȷֱ�Ϊ 60. 4��60. 3 HRC�����䴦����ֱ�Ϊ 62. 5�� 62. 3 HRC���������䴦���������庬��������ߣ��������庬���Ǿ�������Ӳ�ȵ���Ҫ���أ�������Ȧ����Ӳ�������䴦����Ҳ������
�����������ĺ��ܷ�۵״����䴦��ǰ�����ѹӦ������ȷ���ķֲ���ͼ 7 ��ʾ������������ѹӦ���ֱ�Ϊ 78��76 MPa�����䴦����ֱ�Ϊ 54��59 MPa��������ѹӦ�������ڴα��棬����������ѹӦ���ֱ�Ϊ 146��199 MPa�����䴦����������ѹӦ���ֱ�Ϊ 120��172 MPa�������������Ȧ������������������ת��Ϊ�����壬��֯��������������֯Ӧ������ʹ���ڲ�����ѹӦ��������; �����䴦������ʹ������֯ϸ����λ���ܶ����ӣ��ڲ�ȱ�ݼ��٣���Щ�ֻή�Ͳ���ѹӦ��; �ۺ������£����䴦������Ȧ����ѹӦ���ʽ������ơ����ܷ�۵״�����ѹӦ���ڴα������ 2 ����ֵ( ͼ 7b ��ͼ 8) ���������ڸ�λ�ú�Ƚϴ�������λ��Ƚ�С����ȴ�������ܹ�����λ�����Ӱ��ϴʸ�λ�õڶ��α������СӦ����ֵ�����䴦��ǰ��ֱ�Ϊ151��134 MPa��
����2. 5 ��
�������䴦��ǰ������ 2. 3 ���Ż��Ĺ��ղ�����ʹ�ö�����Ӧ������Ϲ�ʽԤ��Ĺ������Ĵ�Ӳ����ȡ��ܷ�۵״�Ӳ����Ⱥ������Ĵα������ѹӦ���ֱ�Ϊ 1. 547 mm��0. 614 mm��138 MPa��ģ��ֵ�ֱ�Ϊ 1. 609 mm��0. 595 mm��146 MPa��Ԥ��ֵ��ģ��ֵ������� 6% ���ڡ�
����3 ������֤
����ʹ�õ� 2. 3 ���Ż���Ĺ��ղ���������ͼ 9 ��ʾ��Ӧ����豸�� X30CrMoN15 -1 ����˫�е��Ĺ��������Ȧ���и�Ӧ����豸��������ϵͳ������װ���ƶ�װ�á���Ӧ��Ȧ����Һ��ȴװ�á�Ϊ��֤�����Ȧ��Ӧ�����ֵģ�����ȷ�ԣ��Ը�Ӧ������������������Ӧ������������庬����Ӳ�ȼ���Ӳ����Ƚ��в����������������Ȧ����Ϊ 3 ���������䴦�������Ȧ������������Բ����( �� Ps2���ڹ���λ��) ȡ 3 ����� 120°�IJ����㡣ʹ�� IXRD ����Ӧ�� X ���������ǣ����������Ӧ���Ͳ�������庬��������ֵ��ģ��ֵ�ԱȽ���ֱ����8 �ͱ�9�������13%���ڡ�
����ͨ�����и�����Ȧ��������ָ�Ϊ 3 ��������ʹ�� HR - 150DT �͵綯����Ӳ�ȼƶ��ȴ�������Ȧ�����Ĺ���λ�õ�Ӳ�Ƚ��в�����ȡ 3 ��������ƽ��Ӳ��ֵ��Ϊ����Ȧ����λ�õ�Ӳ�ȣ�����ֵ��ģ��ֵ�ԱȽ������ 10������� 8% ���ڡ�
����ȡ�� 2. 3 �����ù��� 50% �����崦��Ӧ��Ӳ��ֵ��Ϊ�����ο����������Ӳ��ֵ�ڲο�Ӳ��ֵ��������Ϊ��Ӳ�㡣��Ӳ�Ȳ����õ� 3 ����Ȧ�ϼ������д�Ӳ����Ȳ���������λ��Ϊ��Ȧ�������ģ�ȡ 3 ����Ȧ��Ӳ�����ƽ��ֵ��Ϊ�ù�������λ�õĴ�Ӳ�����ֵ������ֵ��ģ��ֵ�ԱȽ������ 11������� 6% ���ڡ�
����4 ����
�������˫�е��Ĺ��������Ȧ�ķ��θ�Ӧ�����̽�������ֵģ�⣬ͨ����Ӧ���淨��������Ź��ղ������ݴ˷��������䴦��ǰ����Ȧ���ܵı仯���õ����½���:
����1) ���ö�����Ӧ�������Ȧ��Ӧ���ģ�������лع��������϶ȽϺá���Ӳ����ȸ�Ӱ�����������̶��ɸߵ�������Ϊ����Ƶ�ʡ������ܶȡ���Ȧת�٣�����ѹӦ����Ӱ�����������̶��ɸߵ�������Ϊ��Ȧת�١������ܶȡ�����Ƶ�ʡ����Ź��ղ���Ϊ��Ȧת�� 0. 049 r/min������Ƶ�� 246. 667 kHz�������ܶ� 6. 5 × 107 A/m2 ��
����2) ���䴦��ǰ��ʹ�ö�����Ӧ������ϵĹ�ʽԤ��������Ĵ�Ӳ����ȡ��ܷ�۵״�Ӳ����Ⱥ������Ĵα������ѹӦ��ֵ�ֱ�Ϊ 1. 547 mm��0. 614 mm��138 MPa��ģ��ֵ�ֱ�Ϊ 1. 609 mm�� 0. 595 mm��146 MPa��Ԥ��ֵ��ģ��ֵ����� 6% ���ڡ��������Ź��ղ�������ģ�⣬�õ����䴦��ǰ���������������庬��ԼΪ 8. 53% ������Ӳ��ԼΪ 60. 4 HRC��
����3) ���䴦���������Ĵ�Ӳ����ȡ��ܷ�۵״�Ӳ����Ⱥ������Ĵα������ѹӦ��ֵ�ֱ�Ϊ 1. 642 mm��0. 608 mm��120 MPa�����������������庬��ԼΪ 1. 43% ������Ӳ��ԼΪ 62. 5 HRC�����䴦���ܹ���Ч���Ͳ���ѹӦ�������Ӵ�Ӳ����ȣ����ܹ����Ͳ�������庬������������庬������ߴ��Ӳ�ȡ�
����ģ����������������� 13% ���ڣ�֤�������о��ɹ��Ŀɿ�������ȷ�ԣ��ܹ�Ϊ���ͺ�˫�е��Ĺ��������Ȧ��Ӧ������ṩ�������ݡ�——�������ߣ��1��2��3 �����Ļ�4��5 ��л����1��2��3 ��֣����4 ������5
���������:
����[1] H�ZMBERG D. A mathematical model for induction hardening including mechanical effects[J]. Nonlinear Analysis: Real World Applications��2004��5( 1) : 55 - 90.
����[2] H�ZMBERG D��LIU Q Z��MONTALVO - URQUIZO J��et al. Simulation of multi-frequency-induction-hardening including phase transitions and mechanical effects[J]. Finite Elements in Analysis and Design��2016��121: 86 - 100.
����[3] SPEZZAPRIA M��FORZAN M��DUGHIERO F. Numerical simulation of solid-solid phase transformations during induction hardening process[J]. IEEE Transactions on Magnetics��2016��52( 3) : 1 - 4.
����[4] QIN X P��GAO K��ZHU Z H��et al. Prediction and optimization of phase transformation region after spot continual induction hardening process using response surface method[J]. Journal of Materials Engineering and Performance��2017��26( 9) : 4578 - 4594.
����[5] TONG D M��GU J F��TOTTEN G E. Numerical simulation of induction hardening of a cylindrical part based on multi-physics coupling[J]. Modelling and Simulation in Materials Science and Engineering��2017��25( 3) : 1 - 20.
����[6] TONG D M��GU J F��TOTTEN G E. Numerical investigation of asynchronous dual - frequency induction hardening of spur gear[J]. International Journal of Mechanical Sciences��2018��142 /143: 1 - 9.
����[7] TONG D M��GU J F��YANG F. Numerical simulation on induction heat treatment process of a shaft part: involving induction hardening and tempering[J]. Journal of Materials Processing Technology��2018��262: 277 - 289.
����[8] �����������ƽ���ǿ�����. 55CrMo �ָ�Ӧ����յ���ֵģ�⼰�����Ż�[J]. �����ȴ���ѧ����2015�� 36( 1) : 199 - 204.
����[9] �ǿ������������Ŵ�֥����. ���� RSM ��˿�ܸ�Ӧ�������ֵģ�⼰�����Ż�[J]. �����ȴ���ѧ���� 2016��37( ���� 1) : 146 - 152.
����[10] ��ֺ������Ķ������Ļ�. ˫���������Ƶ��Ӧ�����ֵģ��[J]. �����ȴ���ѧ����2018��39( 1) : 137 - 144.