����ʱ�䣺�������ࣺ����ʦְ�����������1��
ժ Ҫ�� ժҪ��ͨ����Ʒ��θ�Ӧ����������ӦȦ�����֮��ļ�϶��С��������ȴʱ��ȹ��ղ���������������Ե�������ܼ����µĹ��ȡ����գ�����������ƵIJ�������Ч�ؿ���������Ĵ�Ӳ����ȡ� �ؼ��ʣ���Ӧ���;��Ӧ��;��Ӳ�����;����Ӳ�� 1 ����Ľṹ �����Dz���
����ժҪ��ͨ����Ʒ��θ�Ӧ����������ӦȦ�����֮��ļ�϶��С��������ȴʱ��ȹ��ղ���������������Ե�������ܼ����µĹ��ȡ����գ�����������ƵIJ�������Ч�ؿ���������Ĵ�Ӳ����ȡ�
�����ؼ��ʣ���Ӧ���;��Ӧ��;��Ӳ�����;����Ӳ��
����1 ����Ľṹ
���������Dz��ͻ��ؼ��˶���֮һ����װ�ڲ��ͻ������ڣ������Ӧÿ�����н�����������ȼ�������֣��ֱ�����֡�ҡ�ۡ��Ƹˡ�����ҡ�ۼ����֡�ͦ���ȹ��������������������Ľ����������͡���Ϊ�˶������������������Ƕ�������Ҫ���кܸߵļӹ����ȣ�ͬʱ�Բ��ʼ��ȴ����кܸߵ�Ҫ������Ӧ�乤��������Ϊ�˱�����ЧӦ�����Ĺ��Ⱥʹ�����ƵIJ��������ǴӸ�Ӧ���ṹ��������Ͻ�������Ʋ��������ս������о���
��������ӹ��������̣�ë��(�����ʴ���)→ ����→�ּӹ�→�뾫�ӹ�→��Ӧ���→���ӹ�→������→�ռ졣ij����ṹ��ͼ1��ʾ��
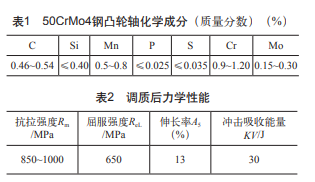
����2 �������Ҫ����Ҫ��
�����������Ϊ50CrMo4�֣���ѧ�ɷּ���1��ë��Ϊ�ͼ����ȴ���Ϊ����+��Ӧ��𡣵��ʺ���ѧ���ܼ���2����Ӧ���Ҫ����Ӳ��60~64HRC;�ֿ��ȷ�����в������Ӳ����5~8mm;�־������0.5mm�������Ӳ����3~8mm��
����3 �����о�
����3.1 ������ר�÷��θ�Ӧ��
��������������ص㣬�����ר�÷��θ�Ӧ������ͼ2��ʾ��
����3.2 ���շ���
����1)����Ĵ�Ӳ���������õĵ�ԴƵ�ʵĴ�С�����ȹ��ʡ���Ӧ��������ļ�϶���й�[1]�����������8000Hz��250kW��Ƶ��Դ�豸����Ƶ��Ӧ�����Ӳ�����һ����2~4mm���ô�ͳ��Ƶ��Ӧ����ռӹ�������ʱ�����ںܴ��Ѷȡ�Ϊ�ˣ�ֻ�ܴӴ���շ�����Կ�����������⡣
����2)�������������������£�����ļ��ȹ���Խ�����Ӳ�����Խ��;��֮������ļ��ȹ���ԽС�����Ӳ�����Խdz��
����3)��Ӧ�������֮��ļ�϶Խ�����ٶ�Խ��������ﵽ����¶ȵ�ʱ���Խ����������Ӳ�����Ҳ��Խ��;��֮�����Ӳ�����Խdz��
����3.3 �����
����(1)����� ���ݸ�Ӧ���ṹ�Լ�ʵ�����飬�������Ż����Ժ�ȡ��ѹ��Ϊ22:1����Դ��ѹU= 640~660V������I=200~220A������Ϊ90~120kW��
����(2)���ʽ ѡ��ͬʱ���ȴ�𣬴����ȴ����ʹ��Ũ��Ϊ12%~15%��AQ251��
����4 �����
����������ŷۼ�⣬δ����ȱ�ݴź���ʾ��������ʵ��Ӳ��Ϊ61HRC��60HRC�� 61HRC;������ʵ��Ӳ��Ϊ60HRC��60HRC�� 61HRC����ͼ3��ͼ4��ʾ;����ȡ��λ����ͼ5��ʾ;������֯��ͼ6��ʾ�����ɲ���֯��ͼ7��ʾ;�IJ���֯��ͼ8��ʾ(������5~8����ʵ��7��);
�������֪ʶ�Ƽ�������Ӱ������ʲô
��������������Ӳ��������������ͼ9��ʾ����������Ӳ���ݶ�������ͼ10��ʾ��Ӳ��������������3;��������Ӳ���ݶ�������ͼ11��ʾ��Ӳ��������������4��
����5 ������
�������ʼ����������ָ�������Ҫ�����������������װ����֤δ�����κ��������⡣
����6 ������
����1)���ÿ������������Ӳ�ȣ������� 60~64HRCҪ����ͬ���δ����������ȡ10�����ʼ��(4����Χ)����Ӳ����������ȴ�������Ҫ������7���������庬��≥90%��
����2)ͨ�����θ�Ӧ������ƣ������˼�Ǵ��ĵ����ܼ����¹��ȡ����գ�����������ƵIJ�����
����3)ͨ��������Ӧ����϶��������ȴʱ��ȹ��ղ�����ʹ��Ǵ���Ӧ���Ĵ�Ӳ����ȵõ���Ч�ؿ��ƣ��Ҵ�Ӳ�������ֲ����ȣ���֤�˲�Ʒ��������
����4)�ø�Ӧ����Ƽ�Ӧ�ÿ��ƹ㵽ͬ���͵������Ӧ��𣬱�̡���������ʵ�ã������̼ɿ����ظ���ǿ����Ʒ�����ȶ���——�������ߣ������ƣ���ѩ������壬���콿���O����
�����ο����ף�
����[1] ����ͨ.��Ӧ�ȴ����ʴ�[M].��������е��ҵ�����磬1990.