����ʱ�䣺�������ࣺ����ʦְ�����������1��
ժ Ҫ�� [ժ Ҫ] ����Ϳ��Ϊһ�ֵ��¹�̬���ͼ��������л�����Ӱ��
����[ժ Ҫ] ����Ϳ��Ϊһ�ֵ��¹�̬���ͼ��������л�����Ӱ��С����ĩ���ϲ�������������Ч�ʸߵ��ص㣬�����ڽ�������Ϳ���Ʊ����㲿�������������졣���ȴ�����Ϳϵͳ����Ϳ���ϡ���Ϳ���� 3 ���������������Ϳ�������ص�; ����ܽ��˽���������Ϳ�����ڷ�ĩ������ơ�Ϳ���ϻ�������֯�ṹ�����ܵ��ط�����о���չ; Ȼ������������Ϳ�����ڹ��⺣�����������Ӧ�����; �����������Ϳ�������ҹ���������������о���Ӧ�������������δ����չ���������չ������������ҹ���������װ����ʴ������ά�ޱ���������
����[�ؼ���] ����Ϳ; ����Ϳ��; �����; ��ʴ; ����
����0 ǰ ��
��������Ϳ( Cold spray��CS) �ֳ�����������Ϳ( Cold Gas Dynamic Spray��CGDS) ����һ�����˵ı��湤�̼�������Ϊһ�ֹ�̬���μ���������Ϳͨ��һ���¶���ѹ��������( ������ѹ��������������) ����̬�������ȼ��ٺ�����ײ��̬��������ʵ��ı��ζ��ι̽���ڻ����������γ�Ϳ��[1-4]��������Ϳ��ȣ�����Ϳ����Ҫ���µĵ�������������������绡����Դ�������ۻ���Ϳ���ϣ�����ü��ȵĸ�ѹ��������Ϳ���Ͽ����������ٽ�����ٶ����ϣ���Ϳ�����Թ�̬��ʽ��ײ������������棬ͨ������֮��Ϳ��� -�������ֲ����Ա�������ľֲ�ұ���Ϻͻ�е����ʵ�ֳ�����Ӱ����������ܵ���Ҫ�����ǹ�̬������������ײ������Ϊ[1]����ˣ�����Ϳ���мӹ��¶ȵ͡��Ի�����Ӱ��С����Ϳ���ϲ����������ص㡣20 ���� 80 ������ڣ�ǰ������ѧԺ�������Ƿ�Ժ������Ӧ����ѧ�о����� Alkimov �����ڽ��г����ٷ綴����ʱ����ʾ�ٿ����ٶ��ڳ���һ�����ٽ�ֵ�����˳��������ڴ����������Ϳ�ĸ������ 1994 ������������Ϳר��[2��3]��2000 ���ڼ��ô����������ٿ��Ĺ�������Ϳ������֯���׳�����Ϳ����ᣬ�ڹ����������˹㷺��ע[5]������ 20 ����ķ�չ��������ѧ��������Ϳװ���з�����Ϳ������ֵģ�⡢��Ϳ������ơ��Ʊ������Ż��ȷ��濪չ�˴������о�����Щ�о��ƶ�������Ϳ�����ں��պ��졢��Դ����������װ����ҽ����е���������������Ĺ�ҵ��Ӧ��[6]�����ǹ�������Ϳ�����ڴ�������װ�������Ӧ�ñ������١������ڹ㷺���Ĺ�����������Ļ����ϣ�������Ϳ�����ص㡢�о���չ����������Ӧ�� 3 �����������Ϳ�ڽ���װ������ķ�չ������չ����
����1 ����Ϳ�����ص�
����������Ϳ��ȣ�����Ϳ��������Ϳϵͳ����Ϳ���ϡ���Ϳ���շ�������������ص�[6��7]:
����( 1) ������͡�����Ϳ�豸��Ȼ���þ���һ���¶ȵ�( 400��1 000 �� ) ��ѹ( 0.35 �� 7.00 MPa) ������Ϊ����[8]�����Ǵ��������������������¶Ƚϵ�( 100 �� 500 �� ) �����Ϳ��������̶Ի�����֯�ṹ��Ӱ���С���ر�����������Ͻ�ͽ������ڼ��ȶ��¶ȱȽ����еı����Ʊ�Ϳ�㡣
����( 2) ��Ϳ���ϲ�����������Ϳ��ĩ�� N2��He ���ȷ������������м��ȼ��٣��Ҽ����¶Ƚϵͣ�������Ϳ��������ᷢ�������������ڸ����ܽ���Ϳ����Ʊ���
����( 3) Ϳ�����ܡ�����Ϳ��ͨ���������ӹ�̬��ײ�����γ�Ϳ�㣬�Ż������³�����Ϳ���϶�ʼ��ͣ��ӽ��������; Ϳ���в���Ӧ����С����Ҫ�Dz���ѹӦ������˳������Ȳ������ơ�
����( 4) ��ͿЧ�ʼ��ߡ�һ�������ĩ����Ч�ʿɴ� 90%���ϣ��������ʿɴ� 25 kg /h�������ڴ��ͽ��������ľֲ������������졣�Ĵ����� Titomic ��˾ͨ����������Ϳϵͳ�ɹ���ӡ���� 4.5 m ���ѺϽ���
����( 5) Ϳ��ӹ�������Խ��ϸС����Ϳ��ĩ��������Ա��γ����γ����ܵ�Ϳ�㣬���Ϳ�����ֲڶȽϵͣ��Ҿ��м��ѵļӹ����ܡ�
����1.1 ����Ϳϵͳ
�������ݹ��ղ�ͬ��Ŀǰ����Ϳϵͳ�ɷ�Ϊ��ѹ����Ϳ( High Pressure Cold Spray��HPCS; �� 1 MPa) ����ѹ����Ϳ( Low Pressure Cold Spray��LPCS; ≤1 MPa) ���������Ϳ( Vacuum Cold Spray��VCS) 3 �ࡣ��ѹ����Ϳϵͳԭ����ͼ 1a ��ʾ[6]����ѹ���徭���������Ⱥ�ͨ�����߶�����( Laval nozzle) ���ٲ�����������������������Ϳ��ĩͨ����ѹ�ͷ�װ�����볬���������м��ټ��Ⱥ��Թ�̬��ʽ��ײ��������������γ�Ϳ�㡣ͼ 1b ��ʾ�ǵ¹� Impact Innovations ��˾�ĸ�ѹ����Ϳϵͳ����Ҫ�ɿ���ϵͳ����ǹ�����������ͷ�������Դ����Ϳ��е�ֵ���ɣ�����Ĺ�������ǹ����ѹ����Ϳϵͳ��Ϊ�������ֳ���Ϳ���Ʊ��������������ṹ���ѹ����Ϳ������ͬ��Ϊ�˽����ͷ��Ѷȣ�ͨ���� Laval ��ܵ���չ��ѹ���ϵ͵IJ�λ�����ĩ���������Ϳ��ָ�ڵ��ڴ���ѹ�Ļ����н�����Ϳ����Ҫ�������׳߶ȵ��մ����ڵ�ѹ�ⲿ������ʵ���մ�Ϳ��ij�������ѹ�����ɽ����ⲿ������Ӷ����׳߶ȷ�ĩ�ļ���ЧӦ���봫ͳ������Ϳ��ȣ�����Ϳ�������������Խ��ͣ��������ڴ��������·�ĩ����Ҳ���ᷢ������������ر��ʺ��������������ϵ�Ϳ���Ʊ�; ���ϳ�����������Ӧ����С���Թ�����Ӱ���С�������˹����ı��μ������������䡣
����������ͨ��ѧ�� 2001 ��������з��˹������� CS -2000 ������Ϳ����ϵͳ���¹���������( Cold Gas Technology��CGT) ���幫˾ 2001 ���ڹ�������Ϳ����ڼ��״�չ���� Kinetiks Ⓒ 3000 ����������Ϳϵͳ������������ձ����������¹��ȹ��ҵ��о�������˾Ҳ�Ƴ��˲�ͬ�ͺŵ�����Ϳϵͳ[1]��ĿǰӦ�ýϹ�ĸ�ѹ����Ϳ�豸��Ҫ���Ե¹� Impact Innovations���ձ�Plasma Giken �Լ����� VRC Metal Systems �ȹ�˾; ��ѹ����Ϳ�豸��Ҫ���Լ��ô�� Center Line�������� Inovati������˹ OCPS �ȹ�˾��ֵ��һ����ǣ����� Inovati ��˾�� KM ϵ�е�ѹ����Ϳϵͳ���л���ʽ��ǹ���ֳ�ʽ��ǹ������ He �����٣�����ѹ�� 0.35 �� 0.90 MPa���¶� 0��1 000 �档��ϵͳ��������������װ��ά����Ҫ�豸[8]( ��ϵͳ����������ܣ���ֹ���ڵ��й��������е�λ) ��
����1.2 ��Ϳ����
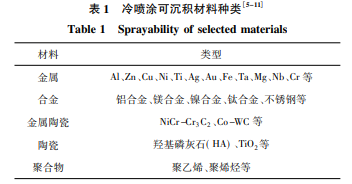
������ԭ������˵������Ϳ�ɳ�����Ϳ����ϼ����������еĽ��������� -�մɸ��ϲ��ϣ��� Al��Zn��Cu��Ni�� Ti��Ag��Fe��NiCr �Ƚ����ͺϽ�Cr3 C2-NiCr��WC -Co �Ƚ���-�մɸ��ϲ��ϣ�Ϳ���ȴӼ�ʮ�������ס���������Ϳװ���ķ�չ�������¶Ⱥ�ѹ����ΧԽ��Խ�㣬����Ϳ�����IJ�����������ӡ����ݽ��������ױ���������Ϳ��Ҫ���ϼ��� 1 ��ʾ[5-11]����ͬ��Ϳ���ϸ�����Ϳ�㲻ͬ�����ܣ��������Ϳ���Ʊ���ʴ�����¡���ĥ�ȱ���Ϳ�㡢��� TiO2���ǻ���ʯ�ȹ���Ϳ���Լ���������������Ϳ���͵ȷ���������õ�Ӧ��ǰ����
����1.3 ��Ϳ����
����ͼ 2 �����˳��õĽ�����Ϳ�����������ڣ�����Ϳ�����¶���͡��ٶ���ߵ��ص㡣
����Ӱ������Ϳ����Ϳ�����ܵ������з�ĩ����( һ�� 10��50 μm) ���ٽ��ٶȡ���������( ����ѹ�����¶ȡ�����) ����Ϳ����ȣ��ٽ��ٶȺ��������������еĹؼ���
����( 1) �ٽ��ٶȡ��ٽ��ٶ���ָ��Ϳ������ײ�������ʱ��ʵ�ֳ������ٶȣ�����Ϳ����Ϳ������������ٽ��ٶȴ���һ���� 300 �� 1 200 m /s ��Χ���������ٽ��ٶ�ʱ���ӽ������������������ٽ��ٶ�ʱ��ײ����ɻ����ۻ�����������ЧӦ����Ҫ��������װ������[1]���� 2 �г��˲��ֽ������ϵ��ٽ��ٶ�[12��13]������ͬ�ַ�ĩ���ϣ���ĩ���ȡ�����������Ϳ����ȶ���Ӱ�����ٽ��ٶȡ�Ŀǰ���о������������ĩ��������Խ�ߣ���ĩ�ٽ��ٶ�Խ�ߡ��� Cu Ϊ��������ĩ�ĺ������� 0.04%( ������������ͬ) ʱ�������ٽ��ٶ�Լ 300 m /s; ����ĩ��������ߵ� 0.38%ʱ�������ٽ��ٶȽ���ߵ� 610 m /s��ͬʱ����Ϳ��Ľ��ǿ���� 35 MPa ���͵� 18 MPa [14-16]�����ڽ�����ĩ����Ԫ����Ҫ������Ĥ����ʽ�����ڷ�ĩ���棬��������ײ������ʱ�����������Ĥ�谭�����ʽ�������ĽӴ��������ڿ������ұ���ϡ���ĩ��������Խ�ߡ���������ĤԽ��Ϳ������Ѷ�Խ��õ�Ϳ������Խ��[17]��
����( 2) ��������������������������ѹ���������¶Ⱥ��������͡�һ����˵����������ѹ�����ӣ������ٶ�������; �����¶ȵ����������ڻ�ø��ߵĿ����¶Ⱥ��ٶȣ�ͬʱ�������������ϣ���������������Ա�����������Ч���Ϳ��������; �����ѡ��Ҫ�ۺϿ��������Ч������ȫ�ԡ����Լ��ɱ������ء��� 3 �ۺϷ����˳������������Ϳ������[8��12��17]: H2������ߣ�����Ч����ã��������ڰ�ȫ�Խϲ����Ϳ��ʹ��; He �����ٿɴ� 965 m /s�����������˾��ֽ������ϵ��ٽ��ٶȣ���Ϊ����Ϳ�����Ʊ���Ϳ�����ܼ��ѣ����Ǹ߰��ļ۸�( �۸���ʮ���� N2 ) ����������ģ��ҵӦ��; ��ѹѹ�������ɱ����ͣ�������Ч��һ�㣬�ҽϸߵ�������������ܡ�Ϳ����������; N2����Ч���Ϻã��Ҽ۸�ϵͣ���һ�����õ�����Ϳ�������塣
����2 ����Ϳ�����о���չ
����������������Ϳ�����ܵ��������ա����������¡��ӡ��ļ��ҹ�ѧ�ߵĹ㷺��ע������½���о�ʵ���ҡ���������װ��ʵ���ҡ��ձ����������о����������������ɱ�����������ѧ���¹�������װ��ѧ��������ͨ��ѧ��������ҵ��ѧ���п�Ժ�������������㶫ʡ��ѧԺ���������������о�����֪����ѧ���о�����������Ϳ��ĩ������ơ�Ϳ���ϻ�����Ϳ����֯�ṹ�����ܵ��صȷ��濪չ�˴����о���
����2.1 ����Ϳ��ĩ�������
����( 1) ��ĩ��ò���ȡ���ĩ��ò�����ȵȲ�����Ϳ��ij������̡���֯�ṹ������������Ӱ�졣Venkatesh ��[18]��Ma ��[19]ͨ�����嶯��ѧ��ֵģ�����ͷ�ĩ�����ٶȲ����о�������Ϳ��ĩ�Գ�������Ӱ�죬�о��������ض��������������£������ɷֵĽ�����ĩ����ԽС����òԽ���������ٶ�Խ�ߣ���ĩ�ij���Ч��Խ�ߣ�Ϳ��Խ���ܡ�����ĩ����ԽС����òԽ������ĩ������Խ��ͷ�Խ���ѡ���ˣ����˵�����Ϳ��ĩ�豣֤�㹻�������ԣ�ͬʱ����������С��
����( 2) ��ĩ�ɷ֡�ͨ������Ϳ��ĩ������������Ӳ������������û�Ϸ�ĩ�в�ͬ�����ij������Բ��죬���������Ϳ�����Ч�ʺ����ܶ�[20]��Leger ��[21]�о������� Al2O3��������Ϳ�����ܵ�Ӱ�졣ͨ�������������� 15%( ��������) �� Al2O3������Ϳ��Ŀ�϶�ʴ� 6.0%���͵� 2.5%��ͬʱӲ���մɿ���ͨ��ײ����������棬����˷�ĩ����Ч�ʣ�����Ч�ʵ�������д���һ��������Koivuluoto ��[22]�о�������Al2O3������ͭͿ����֯����ѧ���ܵ�Ӱ�죬������Ϳ����������У�Ӳ���մɿ��������Ĵ���ЧӦ�����Ϳ�����ܶ���ǿ�ȡ�
����2.2 Ϳ���ϻ���
��������Ϳͨ�����ٹ�̬��������巢����ײ�������ߵ�Ӧ����Ӧ���ͨ��“���ȼ���ʧ��”����������������Ա���ʵ��Ϳ��ij���[23]��Ŀǰ���о�����Ҫͨ�����������ģ��������������ϵķ�ʽ�о�Ϳ���ϻ�������������Ϳ�е�Ϳ��/�����ϻ��������ۣ����ȼ���ʧ����Ŀǰ������������Ϳ��ϻ�����ͨ������һ���̷�Ϊ 4 ���Σ�������Ϳ���������Ӵ�������ײ����������ײ���ƻ��˿�����������Ĥ��¶�����ʽ�����Ȼ������ڼ����������±�Ե�ֲ��������ȼ���ʧ�ȣ����¶����߲������������ô���Ӧ������ļӹ�Ӳ������ʱ�����ܽӴ��ľֲ�λ�ò����ۻ����γ�ұ����[24]��
����������Դ�ڣ������ϱ����������人���ϱ����о��������һ������������е���־����־���ݰ�����ƣ���ѧ�ƣ����ƣ������Ƹ�����ѧת��Ĥ������Ϳ��Ϳ��Ϳװ����ʴ��������������ȶ�����ݡ�
�����о��������ڲ�ͬ���Ϻͳ������������£�Ϳ���п���֮�����������ϡ���е��ϡ�ұ���Ϻͻ�ѧ��ϵȶ��ֽ�Ϸ�ʽ��Champagne ��[25]��Moridi ��[26]�� Sun ��[27]����˻�е��ϻ��������Ϳ������������н����ϻ���: ��Ϳ�����������ȼ���ʧ�Ȳ��ڸ��ٳ���·�����������ͽ�������������֮�������е��ϣ��γɻ�е������Hussain ��[28]��Ϊ�����������ȼ���ʧ�Ⱥ��ڽϸߵ�ѹ�������³����ڻ�����棬ͨ�����ҵ����Ա���ʹ�����ʽ������滥��Ӵ����ڷ��»����������γ�������ϡ�Grujicic ��[29]��Ϊ������ײ�������ȼ���ʧ�ȣ��ù��̲����ľֲ������ܴﵽ���ϵ��۵㣬�Ӷ���Ϳ�� -������桢Ϳ��֮���γ�ұ���ϡ�һ����Ϊ����ĩ�����ﺬ������������ʱ�����Ա��γ̶�ֱ��Ӱ��ұ���ϳ̶ȡ�Xie ��[30]��������������Ϳ������ Ni Ϳ�㣬�ڽ��洦������ Ni3Al �����仯���֤�����ڿ������Ա��ι����в����ĸ��»�������ѧ��ϡ�
����2.3 Ϳ����֯�ṹ�����ܵ���
��������Ϳ��֯�ṹ�����ܿ�ͨ�����ַ�ʽ���е��أ�����Ϳ��ĩ��ơ����չ��̿��ơ��ȴ����ȡ������ε�[17]ϵͳ�ܽ����������Ϳ��������֯�ṹ�����ܵ��ط�����
����( 1) ��Ϳ��ĩ��ơ�ͨ����ĩ�ɷ֡����ȡ���ò���ṹ����������������������Ч���ؿ����������̡��������ƺ�Ϳ����֯�ṹ�����ܡ�������ͨ��ѧ����Ϳ�о��Ŷ�[31��32]ͨ�����ؽ�����ĩ�ṹ������ṹ��ʵ�Ľṹ�Ľ�����ĩ��ϣ����ø�Ӳ��ĩ�ĺ�ʵЧӦ������Ϳ�����ܶȡ������ǵ�[33]��������Ϳ�Ʊ��˶�� Ti �� Ti �Ͻ��ģ��о�������ĩ�ɷ֡����ȼ���Ϳ���ն��Ʊ���ĵĿ�϶����ֱ��Ӱ�졣�����ε�[34]�� Al ��ĩ�м���������������岻������������Ϊԭ�ϣ�ͨ��Ӳ���������������Ϳ�����е�ԭλ����ЧӦ������˿�϶�ʵ��� 0. 3%�����ĸ����� Al Ϳ�㡣
����( 2) ��Ϳ���̿��ơ��������γ̶���Ӱ������Ϳ����Ϳ�����ܶ����ڲ���������ľ��������أ���̬������ײ�����У������ſ�������������Ӧ�������ܵ�ת������˿�ͨ����߿�����ײ�ٶ����¶ȴٽ��������Ա��γ̶ȣ�����Ϳ���϶�ʣ����Ϳ��������[35��36]������Ϳ��ĩ����ܽṹȷ���������£���ͨ�������������͡�����ѹ���������¶�����߿����ٶȡ��� N2�Ϳ�����ȣ�He �����и��ߵ����٣���˲��� He ����������߿����ٶȺͳ���Ϳ��������Wong ��[37]ϵͳ�о�������Ϳ�ƽ��������Ϳ�����ܵ�Ӱ�죬������ͬ�����ƽ�����ѹ���£��� He ����Ϊ�ƽ����������Ϳ������ܡ�ͨ�������������¶ȺͶԷ�ĩ����Ԥ��ͬ������߿����¶�[38��39]��
����( 3) Ϳ�������Ŀǰ����Ϳ�����������ȴ���������Ħ�����������Ⱦ�ѹ�ȶ��֡��ձ������Ӽ��й�˾[39]ͨ���Ż��ȴ�������������������Ϳ������ Cu��Al Ϳ����쳤�ʣ��ﵽ�����������൱��ˮƽ�����������ȴ����ܴٽ�����֮���ԭ����ɢ�����������ȴ����¶ȵĽ�һ����ߣ�Ϳ��ǿ�ȳ����½����ơ�������ͨ��ѧ����Ϳ�о��Ŷ�[40]���� 1 150 �� ���¶�����Ϳ Inconel 718 ���ºϽ�Ϳ��������ȴ������������鷢��Ϳ�㾭�ȴ�����ǿ�Ⱥ�������������ߡ�Li ��[41]������Ϳ Ti �� Ti6Al4V Ϳ���������˻��������˻����������֮��ĽӴ�����ͨ��ԭ����ɢ�;���Ǩ�Ʒ�����ұ���ϡ�Blose ��[42]�����ȵȾ�ѹ ( Hot isostatic pressing��HIP) ��ʽ������Ϳ Ti6Al4V Ϳ������˴�������������Ϳ�����ܡ�
����3 ����Ϳ�����ڽ��������Ӧ��
�������� 21 ���ͺ�����Ϳ�������ٷ�չ������ͿͿ���ڸ�ʴ������ĥ���㲿��������������ȷ����������չ�֡����� 2000 �꣬������������ڼ����о���( iMAST) ��[43]��Ժ������ܹ���ͧ�����Ͻ����ӡ�����װ�����ٵ�ĥ�𡢸�ʴ���⣬��չ������Ϳ������������ĥͿ��Ӧ���о���2006 �꣬������������ϵͳ˾�( NAVAIR) ͨ���������켼��( Navy ManTech) �ƻ���չ�˸�ʴþ�Ͻ��㲿��������Ϳ�������о�; 2008 �꣬��������������������Ϳ���칤�ձ�: MIL -STD-3021; 2009 �꣬������������ϵͳ˾������ﲨ���غ�������ά��վ( NADEP -CP) ����������Ϳʾ����ʩ[7]���ں���������������Ϳ������Ӧ����Ҫ�����ڸ�ʴ���������������ٷ��档
��������Ϳ�������̵ĵ���������ʹ���ر����˽�������Ϳ����Ʊ�������½���о�ʵ����( ARL) ��չ�˶�������Ϳ����ʴͿ��Ӧ���о����� 4 �г����䲿���о�[7]�����ݷ���������ͬ���ɽ�����Ϳ���Ϊ������Ϳ��( �� Al��Zn ����Ͻ��) ��������Ϳ��( Cu��Ni�� Ti ��) ��
����iMAST [43]��������Ϳ�����ں������ܹ���ͧ��װ�ֱ��������һ�� Al Ϳ�㣬��ʴ�����������Ϳ������Ϳ����ȣ�Al Ϳ����и��õ���ʴ���ܡ�����½�����������۽���ֱ�������̶���ֱ������þ�Ͻ����������ں����¼�������ʴ����ͳ�ĵ�Ƹ�������þ�Ͻ𱣻�Ч�����ѣ��һ����Լ��Ϊ�˽�������⣬ARL �о���Ա��������Ϳ���� Cu -Al Ϳ���þ�Ͻ������и�ʴ������������������Ϳ����ʴ�������ƣ�͡�ʵ�ʷ������ܽ������ۺϲ��ԣ�������þ�Ͻ������ȣ�����Ϳ���� Cu -Al Ϳ��������õķ���Ч��[44]��2012 �꣬NAVAIR��RUAG ��˾��Ĵ����ǹ�����ѧ������֯��������Ϳ���Ͻ��ĩ�ɹ����˰Ĵ����Ǻ��� SH-60 ֱ����������þ�Ͻ���壬ͼ 3 ��ʾΪ����þ�Ͻ���������Ȳ�������Ϳ��ǰ��Աȡ�
�������ڴ�ͳ�ĸ�ѹ����Ϳϵͳ�ֳ��������ܽϲ���ʺϽ���ά�ޣ���������ͨ��С��ҵ�����о��ƻ� ( SBIR) ���������ٴ��»���( RIF) ����Ŀ���� VRC Metal Systems ��˾��������չ�˱�Яʽ����Ϳϵͳ������Ϳ�������о������������������ڽ�������[45]��ͼ 4 ��ʾΪ VRC �����ı�Яʽ����Ϳϵͳԭ�ͼ����������ø��豸��VRC ��˾�������������Ͽ����� 3 ������Ϳ��Ӧ�ó�������һ��ѹ��ˮ�ո��ƹ����������ѹ��ˮ�ո��ƹ������صĸ�ʴ���⣬���� 6061 ���Ͻ����Ϊ��Ϳ���ϣ�ͨ������Ϳ�����ڸ�ʴ�������һ�� 6061 ���Ͻ�Ϳ�㣬����ú�������ȣ�������ʡ�˴���ʱ�䣬��Ϳ�����������ЧӦΪ�ֻ����ṩ�˸��õķ���Ч�����ڶ����ϲ㽨�����ӽṹ��ʴ�������ڽ����ϲ�ṹ�봬�庸�������������е����������鱣��Ч�����ޣ����ֽ��������ں��촦�����ĵ�żʧ������˺�������ĸ�ʴ������ʱ��Ӱ�촬��ǿ�ȡ�ͨ������Ϳ�����ں����������һ�� 6061 ���Ͻ�Ϳ�㣬����Ч��ߺ���������ʴ���ܡ�������ͭ���Ͻ������������ڲ���ͭ���Ͻ����ں�ˮ���ڳ�ˢ����ʴ�ۺ������£����弰�ܷ�����ʴ���ء���ͳ������������ڽ��������������⡣��������Ϳ NiCr/CrxCy�ܿ����������ڲ��ĸ�ʴ�ӣ�������нϺõĽ������Ӳ�ȣ��������˷��ŷ��������������ż�ͼ 5 ��ʾ��
�������� Inovati ��˾����ʵ�����о����Զ����������ֳ��ֶ������Ȳ�ͬ�����������˲�ͬ���õ� KM ϵ������Ϳϵͳ����ͼ 6 ��ʾ����ϵͳ���õ�ѹ He �����٣�����ѹ������ 1 MPa������Ϳ���ֽ����������մɡ���ϵͳ����������ά��ר���豸[8]��ͼ 7 ��ʾ���ֳ���ֱ��������ܱ��港ʴ���ˣ�Ŀǰ�����������Һ�ĸ���䱸�����ͱ�Яʽ����Ϳ����ϵͳ���Ա��Ϻ�ĸ�Ͻ��طɻ��Ľ���ά������[47]��
�������ű�Яʽ����Ϳϵͳ�Ŀ���������Ϳ�����ѹ㷺���ں����������š�����Ȳ�����������������֤������Ч���������ڴ�ͳ�ĺ��ӡ������۸��ȹ��ա��ռ����庣���촬���� 2015 ����� VRC ����Ϳϵͳ���� 6061 ���Ͻ��ĩ�ɹ��������Ͻ����ƶ����ܷ��漰����ĸ�ʴ�ӣ�������ƶ���ͨ���˷��۲��Կ��ˡ�2016 �꣬�ô�����������Ϳ��������“����”��������DZͧ�����Ͻ�Һ��װ�ü�“������” �ź�ĸ����ѭ��ˮ�ÿ��壬ͼ 8 ��ʾΪ��ǰ��Ա�ͼ��
����4 �ܽ���չ��
��������Ϳ�����乤���¶ȵ͡��������Ϲ㡢���ٳ��Ρ���ɫ�������ص㣬�ڽ�������Ϳ���Ʊ����㲿��������������������ơ��� 20 ������������ѧ�ߺ��о�����������Ϳ���ϡ�Ϳ���ϻ�������֯�ṹ�����ܵ��ء���Ϳϵͳ��������ȡ�������������ƶ�������Ϳ�ڸ�ʴ��ĥ����������������������췽��Ĺ㷺Ӧ�á���Ϊ�����һ����ǿ���������ѳɹ�������ͿӦ���ں������طɻ��������豸�ĸ�ʴ�������㲿���������ƶ�����ؼ��������淶�����������亣��װ������������“ʮһ��”�������������������о�����������ҵ��ѧ��������ͨ��ѧ�ȵ�λ�ھ�ίװ����չ��֧���£���չ�˶������Ϳ�о���Ŀ��������Ϳ��ʴ����Ϳ���Ʊ����㲿��������ѹ����Ϳ�豸�����ȷ���ȡ����һ���ɹ����������ڹ�������Ϳϵͳ��չ�ϱ�����Ӧ���о����۽��٣��Һ������¼���Ӧ���ƹ㷽���Ϊ���أ�����δ��������Ϳ�����ں�������װ���ϵ�ʵ��Ӧ�ð�����
��������Ϳ�����ں���װ�����Ϸ���ļ��������ѵõ���֤��δ������ͨ���������е�λ���ߵ�ԺУ���豸��ҵ���������촬�����ϵķ�ʽ�����Ӹ����������ƣ����Ͽ�չ����ͿӦ�ü����о������ƶ���ش����������ñ����ƶ�����Ϳ�����ں������������Ӧ���ƹ㣬����ҹ���������װ����ʴ�������ܼ�������������——�������ߣ�������1 ��������2 ����Ц��1 ��л����1 ���� ��1 ���� ҡ1 ����Ѽ�3
����[ �� �� �� �� ]
����[1] ���.�й�����Ϳ�о���չ[J]. �й����湤�̣�2009�� 22( 4) : 5-14. LI C J. The State -of -art of Research and Development on Cold Spraying in China[J]. China Surface Engineering�� 2009��22( 4) : 5-14.
����[2] ALKHIMOV A P��KOSAREV V F��PAPYRIN A N. A method of cold gas -dynamic deposition[J]. Soviet Physics Doklady��1990��35: 1 047-1 049.
����[3] ALKHIMOV A P��PAPYRIN A N��KOSAREV V F��et al. Gas - dynamic spray method for applying a coating: US 5302414[P]. 1994-04-12.
����[4] ASSADI H��KREYE H��Gärtner F��et al. Cold spraying -A materials perspective[J]. Acta Materialia��2016��116: 382- 407.
����[5] BEMDT C. Thermal spray: Surface engineering via applied research ( Proceedings of the 1st International Thermal Spray Conference) [C]. OH��USA: ASM International Materials Park��2000.
����[6] SHUO Y��CAVALIERE P��ALDWELL B��et al. Cold spray additive manufacturing and repair: Fundamentals and applications[J]. Additive Manufacturing��2018��21: 628-650.
����[7] CHAMPAGNE V��HELFRITCH D. The unique abilities of cold spray deposition[J]. International Materials Reviews�� 2016��61: 7��437-455.
����[8] �ƴ��ܣ��� ˶�������ǣ���. ����Ϳ��������ϵͳ���о���״��չ��[J]. ���漼����2021��50( 7) : 1-23. HUANG C J��YIN S��LI W Y��et al. Cold Spray Technology and Its System: Research Status and Prospect[J]. Surface Technology��2021��50( 7) : 1-23.
����[9] LI W Y��YANG K��YIN S��et al. Solid-state additive manufacturing and repairing by cold spraying: A review[J]. Journal of Materials Science & Technology��2018��34( 3) : 440- 457.
����[10] LI W Y��HUANG C J��YU M��et al. State -of -the -art of cold spraying composite coatings[J]. Journal of Materials Engineering��2013��61( 8) : 1-10.
����[11] LI W Y��ASSADI H��GAERTNER F��et al. A review of advanced composite and nanostructured coatings by solid -state cold spraying process[J]. Critical Reviews in Solid State and Materials Sciences��2019��44( 2) : 109-156.